Анодирование металла в домашних условиях
Содержание:
Способы выполнения процедуры
Анодирование меди и других металлов может выполняться несколькими способами. Каждый из них имеет свои преимущества и недостатки, особенности проведения.
Теплый метод

Стадии анодирования
Самый простой метод выполнения анодирования, который можно применить даже в домашних условиях. Процесс обработки происходит при комнатной температуре. При применении органической краски, йода или зеленки можно существенно улучшить эстетические качества обрабатываемых деталей.
Твердое анодирование металла по такой технологии провести не удастся. Если это сделать, на поверхности материала образуется тонкая оксидная пленка, которая не обеспечивает надежной защиты от коррозии и легко повреждается. Но если после выполнения подобной обработки провести окрашивание изделий, сцепление красящих составов с поверхностью будет отличным. Именно таким способом можно обеспечить качественную защиту от коррозии и продлить срок службы деталей.
Холодный метод
Для выполнения анодного окисления холодным методом необходимо обеспечить стабильность температуры. Она должна находиться в пределах -10–+10°С. Оптимальной температурой считается 0°С, что соответствует параметрам, при которых происходит идеальная электрохимическая реакция.
Методы цветного анодирования алюминия
При достижении указанных показателей анодная и катодная обработка металла будет происходить более качественно, образуя на поверхности прочную пленку. Она лучшим образом защищает от коррозии.
С помощью холодного метода можно выполнить гальваническое напыление меди, золота и прочих металлов. Для этого необходимо правильно рассчитать силу тока, используя специальные уравнения. Полученные детали практически невозможно повредить. Они отличаются долгим сроком службы в особенно агрессивной среде (при контакте с морской водой).
Незначительным минусом данной технологии считается невозможность нанесения на полученную поверхность краски. Для изменения цвета применяют метод напыления металла или используют электрический ток определенной величины.
Холодная технология
Для проведения анодирования алюминия необходимы:
- источник питания 12 В (АКБ, стабилизатор);
- алюминиевые провода;
- реостат;
- амперметр;
- емкости для растворов.
Вначале проводятся подготовительные работы, описанные выше. Затем детали необходимо закрепить. Не следует забывать, что под крепежным элементом пленка не образуется. А подвешенные заготовки при опускании в емкость не должны касаться стенок и дна.
К деталям от источника питания подключается анод, соответственно к емкости катод. Плотность тока подбирается в пределах 1,6-4 А/дм2. Рекомендуемые значения 2-2,2 А/дм2. При малых значениях процесс будет протекать медленнее, а при больших может возникнуть пробой цепи и покрытие начнет разрушаться.
Не рекомендуется, чтобы температура электролита поднималась выше 5°С. При анодировании электролит нагревается не равномерно. В центре он теплее, чем в углах емкости, поэтому необходимо постоянное перемешивание.
Продолжительность анодирования при холодном способе составляет около получаса для небольших элементов. Для крупных деталей продолжительность может составлять 60-90 минут. На окончание процесса указывает измененный цвет на поверхности алюминиевого изделия. После отсоединения проводов деталь промывается.
Цинк-алюминий-медные сплавы (ЦАМ).

ЦАМ — сплав цинка с алюминием и медью. Данный материал легко и с высокой точностью льется. Особенностью покрытия данного материала является наличие на его поверхности литейной корочки и скрытых микропор. Ввиду этого, возникает большая опасность появления «пузырей» на покрытии. Кроме того, цинковый сплав прекрасно поглощает водород, образующийся при выполнении гальванических операций. Водород сорбируется при нанесении покрытия и частично десорбируется при хранении. При этом он также может способствовать образованию «пузырей». Для получения качественного покрытия, прочно сцепленного с поверхностью ЦАМ, необходимо применение специализированных технологий.
Конверсионные процессы (Химическое оксидирование , Анодирование, химическое фосфатирование).
Главное отличие этих процессов – Вы не наносите покрытие поверх изделия, а производите его из самого металла изделия. Грубо говоря, на поверхности образуется защитная корочка. Поэтому после покрытия размеры изделия практически не увеличиваются (защитная пленка растет вовнутрь)
Еще важное отличие – полярность. Для обычных покрытий изделие цепляют на «-», а аноды на «+»
Здесь же все наоборот. Изделие будет «+» и будет растворяться в процессе, а аноды должны быть на «-».
Химическое оксидирование (Хим.окс) применятся для стальных или алюминиевых изделий. После покрытия на поверхности образуется очень тонкая защитная корочка. (2-3мкм).
Анодирование (Ан.окс) – для алюминия. В этом случае защитная корочка толще (20-40мкм).
Фосфатирование (Хим.фос) – для стальных изделий. На поверхности образуется пленка из соли железа (фосфаты, 20-40мкм).

Рисунок 2 — Анодирование

Рисунок 3 — Химическое оксидирование

Рисунок 4 — Химическое фосфатирование
Покрытия отличаются относительно низкой стоимостью. (особенно Хим.окс)
Обсуждение с заказчиком технического задания и подготовка электролита.
Изделие нельзя просто начать покрывать, как только его привез клиент. Обязательно требуется техническое задание (ТЗ) на гальваническое покрытие. Оно составляется исходя из целей клиента. Что он хочет в конечном итоге получить? Его цель – красивый сувенир, который будет лежать на полке – выбираем хром или никель. Цель – защита стального изделия от коррозии на 20 лет – выбираем цинк. Цель – хорошая электропроводность шины в электротехническом шкафу – наш вариант олово/серебро/никель. И т.д.
Здесь же требуется оговорить толщину покрытия. Чем больше толщина — тем лучше покрытие защищает изделие, но и цена покрытия выше.
Если ТЗ на гальванику у Заказчика не имеется — достаточно словестного описание, какие свойства необходимы для изделия. Или в каких условяих будет работать деталь. Грамотный менеджер сам подберет гальваническое покрытие. Вы можете позвонить в наш офис для бесплатной консультации.
Подготовка электролита. Гальванические предприятия работают на заранее приготовленных штатных электролитах. Растворы надежны, проверены и подходят для большинства заказов. Но в ряде случаев требуется развести персональный раствор для достижения определенных характеристик покрытия. Перед каждым запуском нового заказа в работу инженеры анализируют, подойдет ли штатный раствор или нужен персональный.
Общие сведения об анодном оксидировании (анодировании) алюминия.
Поверхность алюминия и его сплавов ввиду склонности к пассивации постоянно покрыта естественной окисной пленкой. Толщина пленки зависит от температуры окружающей среды и составляет обычно 2-5 нм. Коррозионную и механическую прочность алюминия можно увеличить в десятки и сотни раз, подвергая его электрохимическому оксидированию (анодированию).
Анодирование — это процесс получения из алюминия защитной оксидной пленки. Производится электрохимическим методом в водных растворах. Плотность такого покрытия составляет 2,9-3,8 г/см3, в зависимости от режима получения.
Назначение покрытия — защита изделий от коррозии, увеличение износостойкости, придание декоративного внешнего вида (при наполнении красителями)
|
Обозначение |
Ан.Окс — анодирование без дополнительных требований; Ан.Окс.нв — с наполнением в воде; Ан.Окс.нхр — с наполнением в растворах хроматов; Ан.Окс.(цвет красителя) — с наполнением в красителе, пример — Ан.окс.ч; Аноцвет — цветное анодирование, полученное непосредственно из ванны; Ан.Окс.тв — твердое; Ан.Окс.из — электроизоляционное; Ан.Окс.эмт — эматаль; Ан.Окс.эмт. (цвет красителя) — эматаль с наполнением в красителях, пример — Ан.окс.эмт.ч; Ан.Окс.хр — анодирование из хромовокислого электролита. |
|
Толщина покрытия |
6-40мкм (для Ан.окс.тв толщина выше) |
|
Микротвердость (зависит от марки сплава алюминия) |
1960-2450 МПа — Д1, Д16, В95. 2940-4900 МПа — А5, А7, А99, АД1, АМг2, АМг2с, АМг3, АМг5, АМг6, АМц. 4900 МПа — для эматалиевого покрытия. |
|
Удельное электрическое сопротивление при 18оC |
1012 Ом⋅м |
|
Допустимая рабочая температура |
100о C (возможно увеличение при наполнении красителями) |
Анодно-оксидные покрытия разделяют на следующие группы:
- защитные (9-40 мкм) — предъявляются требования только по коррозионной стойкости;
- защитно-декоративные (9-40 мкм) — важна не только коррозионная стойкость, но и внешний вид (сюда же можно отнести цветные и окрашенные покрытия);
- твердые (обычно >90 мкм) — в первую очередь нужна повышенная микротвердость поверхности. Могут также выполнять функцию электроизооляционных);
- электроизоляционные (40-90 мкм) — оценивается величина пробивного напряжения;
- тонкослойные (до 9-15 мкм) — используются, как правило, под окраску, либо для сохранения глянца поверхности после покрытия;
- эматаль.
- покрытия с комбинированными свойствами.

Рисунок 1 — Анодирование металла. Примеры.
Ан.окс.тв — это твердое анодирование алюминия, которое отличается от стандартного покрытия Ан.Окс высокой толщиной и особенностями процесса нанесения. В ряде случаев у твердого покрытия толщина достигает сотен микрометров, тогда как в обычном покрытии она измеряется десятками. Высокая толщина и твердоть Ан.Окс.тв обеспечивает непревзойденную износостойкость поверхности алюминия.
В качестве электролитов применяются:
- Малоагрессивные фосфорная, лимонная, борная кислота;
- Агрессивные серная, сульфосалициловая кислота, хромовый ангидрид.
Анодирование металла всегда идет при повышенном напряжении, чаще всего от 12 до 120 В. Иногда напряжение может достигать огромных для гальваники значений — до 600В.
Выделяющиеся на аноде продукты реакции могут:
- полностью растворяться (покрытие не образуется);
- создавать на поверхности металла прочно сцепленное тончайшее (десятки нанометров) компактное электроизоляционное оксидное покрытие;
- частично растворяться в электролите и образовывать пористое оксидное покрытие толщиной в десятки и сотни микрометров.
После нанесения пористое покрытие может оставаться «как есть», уплотняться в воде, либо наполняться. В первом случае покрытие прекрасно подходит под нанесение лакокрасочных материалов и оклеивание. Во втором покрытие сохраняет серебристый цвет и становится более коррозионно-стойким. В третьем случае покрытию можно придать цвет без нанесения лакокрасочных материалов. Подробнее об этом написано в разделе 6.
Анодирование в сернокислом электролите
Анодирование в серной кислоте позволяет получить полупрозрачные, бесцветные покрытия толщиной около 35 мк. Если процессу анодирования предшествует процесс глянцевания поверхности деталей, покрытия получают высокие декоративные качества (блестящее анодирование). В серной кислоте получают также пластичные анодные пленки, которые не разрушаются при формовке изделий.
Концентрация серной кислоты и температура электролита
Концентрация серной кислоты для анодирования в промышленных условиях принимается в диапазоне 8-35% (по массе). В концентрированном растворе анодная пленка получается мягкой и пористой, эластичность пленки высокая. Классической является концентрация 15% (по массе). Температуру в процессе анодирования задают в пределах от 18С до 25С. В большинстве случаев принимается температура в 20С. С применением серной кислоты получают также твердые анодные пленки, в этом случае процесс анодирования проводится при низких значениях температур (от -5 до +5 С).
Контроль температуры в процессе анодирования является обязательным, от температуры зависит плотность тока и скорость растворения пленки, что в свою очередь оказывает прямое влияние на качество и характеристики покрытия. Для того, чтобы избежать локального перегрева раствора электролита используют специальные перемешивающие устройства.
Напряжение и плотность тока
При анодировании в серной кислоте используется стандартный выпрямитель с выходным напряжением до 24 вольта. При стандартном режиме сила тока составляет 16 вольт при плотности тока 1,5 а/дм2. Для получения коррозионностойких пленок большой толщины напряжение силу тока поднимают до 18 вольт, а при обработке сплавов алюминия с кремнием до 22 вольт. В отдельных случаях, например, при анодировании рулонного материала или проволоки используется переменный ток. Использование пониженной плотности тока позволяет получать тонкие, прозрачные окисные пленки, превосходящие по прозрачности пленки аналогичной толщины, полученные при стандартных значениях плотности тока.
Длительность процесса
Продолжительность процесса анодирования зависит от требуемых значений толщины пленки, а также используемой плотности тока. Для чистого алюминия это соотношение можно предложить в виде:
Толщина пленки, мк. = (Плотность тока, а/дм2 Х Время, мин.)/3
Соотношение является приблизительным, т. к. на продолжительность процесса может зависеть от типа сплава и режима обработки.
Рабочий процесс
Технологический процесс анодирования отличается от процессов нанесения гальванических покрытий прежде всего тем, что рассеивающая способность электролитов анодирования значительно выше, чем у электролитов, использующихся при процессах хромирования, меднения, цинкования или никелирования металла. Эффективная рассеивающая способность при активном перемешивании позволяет получать равномерные по толщине пленки на всей поверхности изделий, включая внутренние поверхности отверстий и пазов.
В остальном технологический процесс анодирования аналогичен процессам электрохимического нанесения покрытий – изделия погружают в предварительно нагретый электролит на подвесах или зажимах, детали не соприкасаются друг с другом, расстояние до катода должно быть не менее 15 см. (для габаритных изделий значения выше). Затем включается перемешивание раствора и подается ток. В обычных условиях площадь катода должна быть равна площади анода, сечение катода должно быть достаточным для обеспечения требуемой плотности тока.
По окончании процесса прекращают подачу тока и незамедлительно извлекают изделия из гальванической ванны. Изделия промывают в проточной воде и сушат.
Подготовительный процесс
Для получения гладкой поверхности на стадии подготовки необходимо заготовку отполировать. С помощью войлочного или другого полировального круга устраняются царапины, затягиваются большие поры. Отсутствие микронеровностей снижает вероятность появления прогаров. Анодная пленка не способна скрыть внешние дефекты.
Перед анодированием алюминия необходимо определиться с размерами обрабатываемых деталей. Получаемый слой имеет толщину 50 микрон, поэтому на обработанную резьбу невозможно будет накрутить гайку. Если же детали соединяются с помощью посадки, то не стоит забывать, что после анодирования детали шлифовке не подлежат.
Проведение анодирования в домашних условиях
Для проведения процесса необходимы емкости. Емкости для анодирования должны соответствовать размерам деталей, быть чуть больше. В связи с чем обычно пользуются несколькими ваннами. Материал емкостей – алюминий. Но если изделия небольшого размера, то подойдут пластиковые контейнеры. Только на дно и вдоль стенок необходимо уложить алюминиевые листы. Это необходимо, чтобы создать ток равномерной плотности по всему объему.
Электролит нуждается в изоляции от внешнего воздействия тепла. При нагревании его придется менять. Для исключения нагрева емкости снаружи покрываются слоем теплоизоляции. Ее можно обклеить пенопластом до 50 мм толщиной или, поместив в короб, заполнить свободное пространство монтажной пеной.
Смешивание, когда в кислоту добавляется вода, сопровождается обильным тепловыделением, и она буквально вскипает разбрызгиваясь. Поэтому в целях безопасности серную кислоту вливают в емкость с водой.
Перед началом анодирования алюминия его подвергают химической подготовке. Химическая подготовка – процесс обезжиривания. В промышленных условиях обработку проводят едким натром или калием. Но в домашних условиях лучше пользоваться хозяйственным мылом. Зубной щеткой и мыльным раствором с поверхности хорошо удаляются загрязнения. После чего сначала заготовки промываются теплой водой, а затем — холодной.
Альтернативой хозяйственному мылу служит стиральный порошок. Растворив его в закрытом пластиковом контейнере и поместив туда обрабатываемые детали, необходимо интенсивно встряхнуть. Затем детали промываются и просушиваются потоком горячего воздуха. Активный кислород, содержащийся в стиральном порошке, защищает обезжиренные изделия, даже если их взять голыми руками.
Титан и его сплавы.

Титан — важнейший конструкционный материал, обладающий целым рядом уникальных свойств. Титан легок, что обуславливается его малой плотностью (4540 кг/м3). Он легче железа почти в 2 раза, хотя и уступает по этому показателю во столько же раз алюминию. Наряду с легкостью титан высокопрочен. Уникальной является способность титана к пассивации и, как следствие, его исключительная коррозионная стойкость. Промышленные газы, соленая вода и окислители не причиняют титану никакого вреда. Однако, при всех положительных качествах титан дорог, прихотлив в обработке и формовке, имеет высокий коэффициент трения. Пайка и сварка титана сложна и трудоемка. Он в 24 раза хуже проводит электричество, чем медь, в 16 раз хуже, чем алюминий и в 4 раза хуже, чем сталь. Титан уступает по теплопроводности алюминию почти в 15 раз, стали — в 5. По температуропроводности титан хуже алюминия также в 15 раз, стали — в 3,5 раза. При высокой температуре титан активно взаимодействует с кислородом, азотом, углеродом, галогенами (хлором, бромом, йодом, фтором), а также серой. Уже при комнатной температуре титан нестоек в щелочах и перекиси водорода.
Нанесение защитно-декоративных гальванических покрытий на титан позволяет улучшить многие его свойства и нивелировать недостатки. Хромирование титана увеличивает его износостойкость и термостойкость. Для повышения электропроводимости и паяемости титана применяется оловянирование (олово-висмут), меднение и серебрение. Антифрикционные свойства улучшаются при покрытии олово-свинцом и свинцом. Никель и сплав никель-фосфор (химникель) защищает титан от воздействия щелочей при любых концентрациях и температурах. Внешний вид титана улучшается за счет блестящих хромовых, никелевых и олово-висмутовых покрытий. Для декоративной отделки титана часто применяется анодное оксидирование. При этом, в отличие от бесцветных полупрозрачных оксидов на алюминии, на титане образуется окрашенная пленка. Цвет ее зависит от приложенного на деталь напряжения, которое может доходить до 120 В. Анодированием можно окрашивать титан в светло-зеленый, темно-серый, голубой, черный, золотистый и иные цвета.
Нанесение металлических покрытий на титан требует большого опыта и сопряжено со значительными трудностями. Благодаря способности почти мгновенно пассивироваться титан всегда имеет на своей поверхности слой оксидов, который резко ухудшает адгезию покрытий. Кроме этого, в титан легко диффундирует водород при подготовке поверхности. Скапливаясь на границе основа/покрытие он также будет вызывать отслоения и ухудшать физико-механические свойства детали.
Главные плюсы анодированного металла
Анодированная сталь выгодно отличается от незащищенных изделий следующими качествами:
- Стойкость к коррозии. Барьерная пленка препятствует контакту металла с влагой, а также химически активными соединениями.
- Высокая прочность. Защитный слой обладает высокой устойчивостью к механическим повреждениям.
- Диэлектрические свойства. Оксидная пленка практически не проводит ток.
- Экологичность. Обработанная посуда приобретает устойчивость к интенсивным перепадам температур. В процессе приготовления пища не подгорает.
- Декоративные свойства. Некоторые металлы подвергают обработке для изменения визуальных качеств. В основном, для этих целей используют алюминий как обладающий хорошим соединением с кислородом. Добавление определенных солей в раствор электролита позволит поменять исходный цвет, придавая окрашенным изделиям ровные и глубокие оттенки.
Оксидирование также позволяет скрыть незначительные дефекты поверхности, такие как царапины или потертости.
Теории образования пленок оксида алюминия при анодировании.
Существуют две теории образования и роста анодно-оксидных покрытий: структурно-геометрическая и коллоидно-электрохимическая.
3.1 Структурно-геометрическая теория (ячейки Келлера).
С позиции этой теории при наложении на алюминиевый электрод анодного напряжения (т.е подключение его к «плюсу») сначала формируется компактная оксидная пленка (барьерный слой толщиной 1-1,1 нм/В), имеющая гексоганальную ячеистую структуру, причем растущее покрытие будет повторять ее.
Наружная часть ячеек в агрессивных электролитах, растворяющих оксид, начинает разрушаться в дефектных местах и превращаться в пористое покрытие. Разрушение барьерного слоя, приводящее к образованию поры, протекает, по мнению одних исследователей, в центре ячейки, по мнению других – в местах стыка ячеек.
Таким образом, под влиянием локальных воздействий ионов электролита в барьерном слое зарождаются поры, число которых обратно пропорционально напряжению. Диаметр пор и их число зависят от природы электролита и режима процесса. В поре толщина барьерного слоя уменьшается, и, как следствие, увеличивается напряженность электрического поля, при этом возрастает плотность ионного тока вместе со скоростью оксидирования. Но, поскольку растет и температура в поровом канале, способствующая вытравливанию поры, наступает динамическое равновесие, и толщина барьерного слоя остается практически неизменной. Размер ячеек увеличивается с ростом формирующего напряжения. Пример ячейки Келлера приведен на рисунке 9. Форма поры у разных авторов разнится — от круглой до «звездочки».
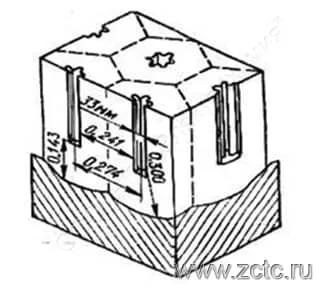
Рисунок 9 — Ячейка Келлера.
Рост анодно-оксидного слоя происходит на дне образовавшихся пор за счет превращения все более глубоких слоев металла в оксид. В дальнейшем под действием электролита оксид, образующий стенки ячеек, гидратируется. При этом происходит адсорбция воды, анионов электролита и продуктов анодной реакции.
3.2 Коллоидно-электрохимическая теория Богоявленского.
Наличие в составе оксидного слоя анионов электролита заставило ученых связать рост и особенности его строения с коллоидной структурой.
С позиции теории Богоявленского (рисунок 10) образование анодно-оксидных пленок начинается с возникновения мононов — мельчайших частиц оксида с адсорбированными анионами электролита. Зарождение мононов происходит в результате встречи потоков ионов. Мононы — зародыши будущих мицелл.
С увеличением числа мононов они превращаются в полиионы — волокнистые палочкообразные мицеллы коллоидной степени дисперсности, которые образуют скелет ориентированного геля оксида алюминия. В него внедряются анионы электролита, теряя частично при этом свою гидратную оболочку.
Адсорбция анионов и воды, осуществляемая по межмицеллярным порам, обуславливает отрицательный заряд монон и мицелл, заставляя их плотно прижиматься к аноду и сращиваться с металлом, препятствуя слиянию мицелл в беспористый слой. Поры при таком рассмотрении представляют собой естественное межмицеллярное пространство.
Наряду с процессами образования мицеллярных слоев с участием анионов протекают сопряженные процессы растворения образующегося оксида.
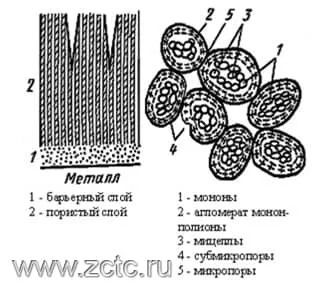
Рисунок 10 — Иллюстрация теории Богоявленского.
Интересно отметить, что размеры ячеек Келлера близки размерам мицелл геля Al(OH)3. Толкование механизма роста анодной пленки с позиций коллоидной химии позволяет объяснить внедрение в ее структуру анионов и катионов электролита и отдельных составляющих оксидируемого сплава. При этом сопряжение процессов образования оксида и его растворения в электролите также учитывается коллоидной теорией.
3.3 Современные исследования структуры покрытия.
Теперь следует заметить, что структура анодированного алюминия, на самом деле, может быть весьма далека от идеальной, описанной в теории. В частности теория говорит о правильных гексагональных ячейках, в центре которых находится одна пора. На самом деле, получить такую структуру можно только специальными методами, например, многостадийным анодированием в определенных режима. Примеры таких «правильных» покрытий приведены на рисунке 11. Более глубокое описание наноструктурированного аноднооксидного покрытия выходит за рамки этой статьи.
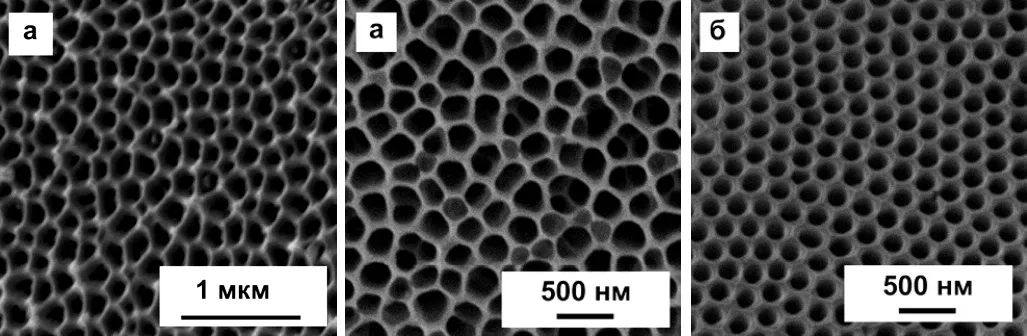
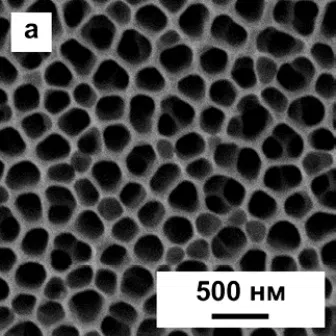
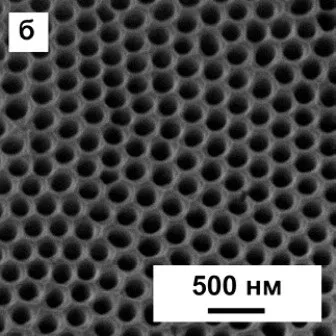
Рисунок 11 — Примеры идеальных и близких к идеалу ячеек пористого слоя в аноднооксидном покрытии на алюминии.
Чаще же можно наблюдать более «грязные» варианты. Примеры их были показаны в начале статьи.
Кроме этого, теории не предполагают возможности ветвления пор, что наблюдается в действительности.









