Как сделать тиски своими руками
Содержание:
Технология изготовления самодельных тисков для сверлильного станка
Не все модели станочного оборудования выпускаются совместно с тисками. Если их приобретать отдельно, то они довольно дорого стоят. Станочные тиски несложно изготовить самостоятельно. Для этого можно применить сподручные материалы.
Технологические операции по сверлению отверстий на специально предназначенном оборудовании выполняются с использованием тисков. С помощью последних заготовка надежно закрепляется, что позволяет с максимальной точностью настроить рабочее сверло. Металл для изготовления оснастки применяется прочный, в противном случае приспособление быстро износится.
Подготовка материалов
Чтобы изготовить станочные тиски следует подготовить материалы:
Основание;
Схема тисков
- Основание.
- Металлическая пластина 35 мм шириной, 8 мм толщиной.
- Профильная труба размером 20*40 мм, длиной 5 см
- Два уголка 50 *50 мм, 10 см и 8 см.
- Планки для губок
- Шпилька с гайкой и головкой болта с отверстием на одном конце. На конце шпильки тоже выполняется отверстие.
- На свободный конец шпильки следует подготовить гайку контровочную, сверху которой надевается шайба.
Для того чтобы оснастка была устойчива на платформе сверлильного станка необходимо изготовить основание. В качестве этого элемента предлагается использовать профтрубу 20*20 мм. Длину заготовок можно выполнить различную, учитывая размер рабочего основания сверлильного станка.
Для губок предлагается применить планки, выполненные из старых напильников. Предварительно следует прокалить для обеспечения прочности и просверлить в каждой из них по два отверстия для крепления болтов.
Каждую деталь по отдельности следует ошкурить или почистить металлической щеткой от заусениц и иных дефектов металла.
Отдельные детали подготовлены. Можно приступать к изготовлению приспособления.
Процесс изготовления
Самодельные тиски для сверлильного станка следует поэтапно собрать.
Технология выполнения работ:
- Профиль 20*40 мм устанавливается между заготовкой из профтрубы примерно на расстоянии от одного края 1/3 часть.
- Части рекомендуется закрепить на болтовые соединения, чтобы их можно было периодически разбирать и смазывать техническим маслом.
- Металлическую пластину плашмя расположить со стороны 2/3 части от установленного профиля, захватывая обе профтрубы.
- Эта деталь будет привариваться с помощью сварки.
- С противоположной стороны основания следует приварить уголок длиной 8 см по центру.
- С внутренней стороны к нему будет закреплена губка на болты.
- Уголок длиной 10 см будет расположен напротив уголка меньшего размера. И соответственно к нему тоже закрепиться на болты вторая губка.
- Губки должны быть расположены четко против друг друга.
- Подготовленную шпильку положить концом, на котором находится гайка на металлическую пластину. Для обеспечения жесткости соединения следует выполнить сварку.
- Эту же шпильку с шайбой на конце следует приварить к уголку, который будет обеспечивать непосредственный обрабатываемого изделия.
- На свободном конце шпильки в отверстие шайбы устанавливается болт или шуруп для облегчения вращательных движений.
Чертеж малогабаритных самодельных тисков
По окончании работ необходимо произвести зачистку оборудования металлической щеткой, обезжиривание растворителем, грунтование и окрашивание металлической поверхности. Так будет обеспечиваться защита от внешних воздействий и перепадов температур.
Оснастка подготовлена и сверлильный станок укомплектован. Теперь операции по сверлению отверстий можно выполнять уверенно.
После всех проделанных работ, можно смело приступать к использованию тисков
Как работает оснастка
Самодельные тиски выполняют предназначенную функцию следующим образом:
Схема механизма тисков
- Свободный конец шпильки с шурупом на конце выворачивается, что дает возможность отодвинуть подвижную губку от неподвижной.
- Между губками устанавливает заготовка, с выполненной заранее разметкой для просверливания отверстия.
- Шпилька закручивается до тех пор, пока не обеспечится надежное зажатие заготовки.
Теперь заготовка установлена на рабочую платформу, и сверлильный станок готов к запуску и выполнению задач.
Техника безопасности
При выполнении работ не нужно забывать о собственной безопасности. Перечень мероприятий охраны труда:
- Использовать одежду, защищающую участки открытые участки тела.
- Обувь должна быть закрытого типа (в сандалиях, сланцах или тапках работать нельзя).
- Пользоваться защитными очками, а лучше защитным экраном.
- На голове должен быть головной убор.
- На рабочем месте не должно быть посторонних предметов.
Техника безопасности на сверлильном станке
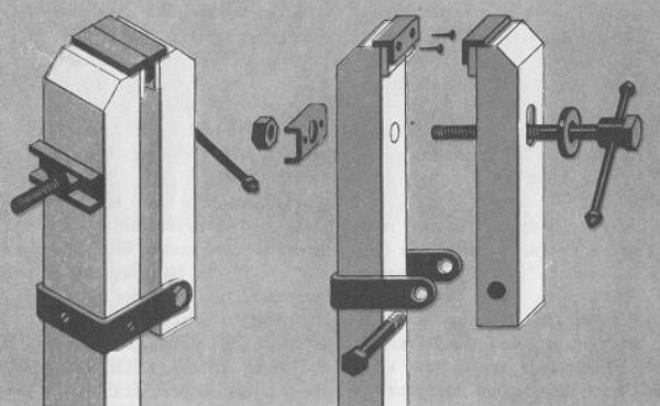
Быстрозажимные тиски
Можно собрать даже быстрозажимные тиски своими руками. Прижим в данном случае будет обеспечиваться эксцентриком
Такие тиски пользуются большой популярностью среди мастеров, поскольку позволяют быстро фиксировать детали, что особенно важно при больших объёмах работ
Производятся по аналогии с классическими тисками из швеллера, но с некоторыми изменениями. Из дополнительных деталей нужны: амортизирующий шток, втулка из эластичной резины и эксцентрик.
Обратите внимание!
- Вибростол своими руками — выбор материалов, узлов и агрегатов для вибростола с пошаговым описанием изготовления
- Зернодробилка своими руками — принцип работы, виды и особенности создания устройства для переработки зерновых культур
-
Бетономешалка своими руками | Наглядное пособие как и из чего изготовить бетономешалку самостоятельно
В изготовленных из швеллера частях нужно сделать разметку центров и выполнить отверстия под шток. Последний устанавливается прямо в отверстия в заготовках из швеллера.
К швеллеру привариваются зажимные детали и рабочие площадки, и обрабатываются согласно размерам по чертежу. Губы крепятся гайками. В центре монтируется эксцентрик. После проверки качества зажима можно сварить заготовки между собой.
Наковальня — верная напарница горна
Поэтому и располагаться она должна близко от него. Самой лучшей является двурогая ее разновидность. Горизонтальная площадка называется «лицом», поэтому его нужно беречь от всяких изъянов — только идеально отшлифованная поверхность гарантирует качество работы.
С одной стороны у наковальни расположен рог в виде конуса, здесь сваривают и раскатывают кольца. Недалеко от основания конуса находится круглое отверстие (15 мм), с помощью которого придается круглая форма изделиям. С противоположной стороны, где расположен «подбородок» нашего лица, гнут замкнутые прямоугольные детали. Тут тоже присутствует отверстие, но квадратное, его размеры — 30х30 мм.

Внизу у наковальни присутствуют 4 лапы, которые предназначены для ее крепления к основанию. Делается это скобами. Нужен этому инструменту и особый стул, изготовленный из дуба или березы, диаметр его должен быть порядка 600 мм. Для того, чтобы сделать подобие фундамента для наковальни, чурбак нужно углубить в землю на 50 мм, еще глубже — лучше. Это позволит избежать вибрации инструмента.
Инструкция по изготовлению тисков: вариант №2
Самодельные тиски не требуют сложных конструкторских разработок и расчетов. Можно воспользоваться многочисленными фото и чертежами подобных устройств, которые легко найти в интернете. Достаточно простая, но в то же время очень эффективная конструкция создается на основе металлических труб.
Как известно, трубы, используемые для монтажа водо- и газопроводов, выпускаются с таким расчетом, что изделие определенного диаметра плотно входит в трубу последующего типоразмера. Именно эта особенность труб позволяет использовать их для такого устройства, как самодельные слесарные тиски. Наглядный чертеж, фото и описание процесса изготовления помогут самостоятельно изготовить данные тиски.
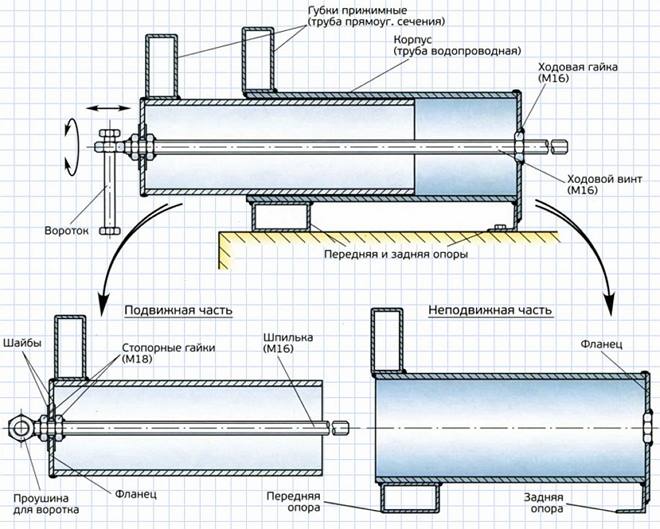
Чертеж самодельных тисков. Ниже два фото с готовым изделием
Конструктивными элементами, из которых будут состоять самодельные тиски, являются:
- отрезок металлической трубы, который будет выступать в роли внутренней подвижной части приспособления;
- отрезок металлической трубы следующего типоразмера, который будет служить внешней неподвижной частью;
- ходовая гайка с диаметром резьбы М16;
- ходовой винт с диаметром резьбы М16;
- вороток, за счет которого ходовому винту будет сообщаться вращение;
- передняя и задняя опоры, за счет которых неподвижная труба будет фиксироваться на основании;
- отрезки трубы прямоугольного профиля (будущие зажимные губки тисков);
- две стопорные гайки с диаметрами резьбы М16 и М18.

Две основные части тисков (подвижная и неподвижная)
Изготавливать такие тиски своими руками начинают с того, что к торцу отрезка трубы большего диаметра, которая будет выступать в роли неподвижного элемента, приваривают фланец. В центральное отверстие фланца должна быть вварена гайка с резьбой М16. К торцу отрезка подвижной трубы меньшего диаметра также приваривается фланец с центральным отверстием, в которое будет пропущен ходовой винт.
На некотором расстоянии от края ходового винта к нему приваривается гайка М18 (она станет фиксирующим элементом). После этого конец ходового винта, к которому приварена гайка, необходимо пропустить через внутреннюю часть подвижной трубы и вставить его в отверстие во фланце. При этом гайка должна прижаться к фланцу с его внутренней стороны.

Тиски в сборе (на фото в них зажат молоток)
На конец ходового винта, выступивший с наружной стороны фланца, надевается шайба и навинчивается гайка М16, которая затем приваривается к винту. Между внутренней гайкой и поверхностью фланца также должна быть установлена шайба, что необходимо для уменьшения силы трения. Чтобы правильно выполнить этот этап изготовления самодельных тисков, лучше ориентироваться на соответствующее видео.
После того как подвижный узел тисков собран, следует вставить его в неподвижную трубу большего диаметра и вкрутить второй конец ходового винта в гайку второго фланца. Чтобы соединить ходовой винт с воротком, к его концу, выступающему со стороны подвижной трубы, можно приварить гайку или шайбу, в отверстия которых и будет пропущен вороток.
Зажимные губки таких тисков можно сделать из отрезков прямоугольных труб, которые привариваются к подвижной и неподвижной частям. Чтобы придать конструкции устойчивость, к нижней части неподвижной трубы привариваются две опоры, в качестве которых могут быть использованы уголки или прямоугольные трубы.
Внутренняя труба в процессе вращения ходового винта также может вращаться, что делает использование таких тисков очень неудобным. Чтобы этого не происходило, в верхней части неподвижной трубы можно сделать продольную прорезь, а в подвижную трубу вкрутить винт-фиксатор, который будет перемещаться по этой прорези и предотвращать вращение подвижной части.
На многих фото самодельных тисков подобной конструкции представлены устройства, подвижная и неподвижная части которых изготовлены из труб квадратного или прямоугольного профиля. Использование таких труб также позволяет избежать вращения подвижной части тисков.
Тиски описанной конструкции, автором которой является В. Легостаев, относятся к надежным и эффективным зажимным приспособлениям, простым в обслуживании и ремонте, что делает их очень популярными у домашних мастеров.
Если не планируется сильно нагружать тиски, то вполне можно изготовить их из дерева по несложной схеме
Как сделать столярные тиски самостоятельно
Для работы с металлическими деталями и заготовками используются слесарные тиски. Если же возникает потребность в обработке деревянных заготовок, то для таких целей слесарные тиски подходят меньше всего, так как они имеют некоторые недостатки. Фиксируемые детали могут деформироваться, поэтому для работы с деревообрабатывающими материалами рекомендуется пользоваться слесарными тисками. Покупать их специально для работы с деревом совсем не обязательно. Для таких случаев можно сделать столярные тиски своими руками. Инструкцию по изготовлению рассмотрим подробно.
Столярные тиски делаются из дерева, что является преимуществом при их изготовлении. При работе с деревом исключается необходимость применения сварочного аппарата. Для сверления отверстий используется дрель, а для отрезания деталей будущего инструмента, применяется ручная ножовка, лобзик или болгарка с диском по дереву.
Первым делом подготовим винт. Для этого отрезаем необходимую длину шпильки
На шпильку накручивается с одной стороны гайка
Используя водопроводный тройник, следует надеть его центральным отверстием на шпильку
Причем важно соблюдать, чтобы шпилька не выступала за грани двух параллельных отверстий тройника. Просверлить по центру тройника отверстие для установки болта под ключ на «10»
Сверлить необходимо тройник вместе со шпилькой
В полученное отверстие установить болт под ключ на «10». Таким способом изготавливается рукоятка для будущего инструмента
Далее переходим к изготовлению губок тисков. Для этого из доски, толщиной не менее 6 см, следует отрезать необходимую длину — 20-30 см
Две доски должны получиться одинакового по длине размера. Именно эти доски будут выступать в качестве фиксирующих губок
По центру обеих досок требуется просверлить центральные отверстия, через которые будет проходить шпилька
Просверливаем дополнительные отверстия по бокам обеих досок, которые нужны для направляющих
В одной доске на центральном отверстии нужно сделать паз для размещения гайки
Теперь завинчивается гайка и насаживается шайба на шпильку со стороны, где имеется сквозное отверстие
Устанавливаем шпильку в центральное отверстие доски с пазом
С другой стороны шпильки устанавливается шайба, и насаживается тройник, фиксирующийся болтом
Гайку с обратной стороны доски следует затянуть, утопив ее в пазу. Чтобы предотвратить в будущем вращение этой гайки, ее необходимо соединить со шпилькой. Для этого можно воспользоваться сваркой, но альтернативный способ — применить дрель. При помощи дрели сверлится отверстие в гайке, насаженной на шпильку, посредством которого обеспечивается жесткая фиксация двух деталей
Используя соответствующего диаметра болт, необходимо его забить в отверстие, сделанное в предыдущем пункте
Собираем конструкцию, получая в итоге подвижную губку тисков
Используем два металлических стержня, которые необходимо установить в боковые отверстия доски
К столу или верстаку присоединяется вторая доска, которая будет играть роль неподвижной губки столярных тисков. Для этого фиксируем доску струбциной к столу, после чего сверлим отверстия в конструкции стола
Приступаем к сборке конструкции. Для этого необходимо соединить две части, используя широкую гайку. После накручивания гайки на шпильку, необходимо обвести ее грани по периметру
По полученной разметке необходимо вырубить паз, воспользовавшись стамеской. Это необходимо для того, чтобы зафиксировать гайку в губках тисков
Утапливаем гайку в конструкцию губки
Получается практически готовые столярные тиски, на которых не хватает только рукоятки. Сделать ее можно из деревянной трубки соответствующего диаметра. После этого собираем инструмент
Чтобы направляющие свободно перемещались в неподвижной губке, следует изготовить стальные втулки, и установить их внутрь отверстий. Неподвижная губка фиксируется к поверхности стола посредством саморезов. Причем к этому делу нужно отнестись ответственно. Предварительно следует просверлить отверстия, а также сделать пазы для шляпок саморезов. Ведь поверхность доски является рабочей частью столярных тисков, поэтому любые выступы на ней и прочие дефекты негативно отразятся на качестве обрабатываемых заготовок.
Вот таким вот несложным способом можно изготовить в домашних условиях столярные тиски. Причем для их изготовления не понадобится покупать материалы, так как все самое необходимое наверняка имеется в распоряжении у каждого домашнего мастера.
Разновидности тисков: какие выбрать приспособления для разных работ
Существует несколько типов тисков, которые классифицируют по различным параметрам. Один из главных распознавательных элементов – это тип зажимного механизма. Исходя из этого фактора, различают следующие разновидности тисков:
- винтовые;
- клинообразные;
- с установленной диафрагмой;
- эксцентричные;
- с пневматическим устройством.
В зависимости от предназначения тиски подразделяют на такие виды:
- столярные;
- слесарные;
- станочные;
- ручные.
С учетом используемого материала данные приспособления также делятся на виды. Столярные тиски для верстака чаще всего изготавливают из дерева, а слесарные – из металла.
Тиски бывают клинообразные, винтовые, эксцентричные и с пневматическим устройством
Слесарные тиски – это самый распространенный вид рассматриваемого инструмента. Данные приспособления имеют свои подвиды, они различаются размерами, а точнее – шириной губок. Этот показатель может варьироваться от 63 до 200 мм. Маленькие тиски используют в основном для домашних целей. Их крепят при помощи нижнего винта-струбцины на маленьком станке, но чаще – на столике или обычной табуретке. Более габаритные тиски устанавливают в промышленных цехах и больших мастерских с целью обработки крупных деталей.
Тиски слесарные: цена, особенности и разновидности
Тиски для слесарных работ – необходимая деталь в любом промышленном цеху. Такое оборудование обязательно присутствует в мастерской опытного, уважающего себя мастера. При этом в зависимости от формы, вида крепления и обрабатываемого материала их подразделяют на несколько видов.
Трубные тиски используют для крепления труб либо же цилиндрических деталей.
Главное преимущество поворотных тисков заключается в возможности фиксации детали в необходимой плоскости и под нужным углом для организации рабочего процесса. С их помощью можно осуществлять обработку наиболее труднодоступных деталей и их участков. В то же время на обычных тисках такое сделать практически невозможно. Как и все установки этого типа, поворотные изделия могут быть стационарными – это верстачные столярные тиски, которые крепят на столы-верстаки. Другой подтип – тиски со встроенной струбциной для крепления к столу.
Тиски для слесарных работ являются необходимым инструментом не только в промышленном цеху, но и в домашней мастерской
Гидравлические тиски предназначены для обеспечения более надёжной фиксации особо крупных деталей. Зажим в них осуществляется под давлением сжатого воздуха. В основном такие инструменты устанавливают на крупных промышленных предприятиях. Цена столярных тисков данного типа высокая, а устройство довольно сложное, поэтому инструмент не предназначен для домашних мастерских.
Самоцентрирующиеся тиски необходимы на высокоточных производствах, то есть там, где требуется точная фиксация детали в определенном положении. Обычно строение тисков такого типа предполагает наличие подшипниковой основы.
Особенности и разновидности столярных тисков
Столярные тиски используют для обработки деталей из древесины. Такой вид работ специфический, поэтому предполагает особую конструкцию самого инструмента, отличную от устройства слесарных тисков. Наиболее часто столярные тиски изготавливают из цельной древесины, а фиксацию деталей производят при помощи деревянных губок для тисков. В связи с этим они должны быть шире, чем у слесарных тисков, кроме того, предполагают значительно большую площадь зажима.
Столярные тиски наиболее часто имеют одну основу, но с двумя направляющими. С их помощью происходит удерживание подвижной губки, что позволяет не допускать перекосов. При этом направляющие могут быть неотъемлемой частью верстака либо же сниматься при необходимости.
Столярные тиски предназначены для обработки деревянных и пластиковых заготовок
Столярные тиски также классифицируют исходя из технологии, применяемой в процессе активизации винта. По этому признаку они могут быть ручными или пневматическими. Если же в классификации учитываются особенности конструкции, то тиски подразделяются на поворотные и неповоротные.
Как уже упоминалось выше, столярные модели служат для обработки деревянных и пластиковых заготовок. Поэтому на губках вмонтированы детали из дерева, что помогает избежать следов от зажима. При фронтальном креплении устройства появляется шанс работать вертикально с фиксированными деталями.
Разработка конструкции тисков

Чертеж самодельных тисков
При желании самостоятельно изготовить собственную конструкцию, необходимо подготовить чертежи (эскизы). За основу можно взять катаные уголки, швеллеры, двутавры. В промышленных устройствах используют чугунное литье. Небольшие по размеру могут изготавливаться из швеллера.
Самодельщики используют разные виды древесины или металлопрокат.

Деревянная конструкция
В составе изделий из дерева используют металлические элементы:
- винт. Применяют шпильки со стандартной резьбой. Если в наличии есть домкрат, то в разрабатываемом изделии будет использоваться прямоугольная резьба;
- гайка. Ее подбирают под имеющийся зажимной винт;
- крепежные элементы используют для придания жесткости.

Легкосъемная конструкция
По исполнению устройства могут быть:
- стационарными тисками, размещаемые постоянно на одном месте;
- переносными (легкосъемными) тисками. Их можно быстро снять, уложить в транспортное средство для выполнения работ по месту выполнения ремонта.
Инструкция по изготовлению тисков для сверлильного станка с фото и описанием
Для работы на сверлильном станке практически невозможно обойтись без одной важной детали — специальных зажимных тисков. Особенно это актуально, когда применяется самодельный сверлильный станок из дрели
Для сверлильного станка применяются тиски, имеющие конструкцию, отличающуюся от слесарных и столярных инструментов.
Для сверлильного станка совсем не обязательно покупать тиски заводского изготовления, так как их можно сделать самостоятельно своими руками. Для этого понадобится сварочный аппарат, дрель или сверлильный станок, болгарка, а также металлические заготовки, из которого будут создаваться сверлильные тиски. Как их сделать, рассмотрим подробно.
- Для начала необходимо взять стальную пластину, толщина которой должна быть не менее 8 мм. На пластине следует нанести разметку для вырезания прямоугольных отверстий
- Далее понадобится взять швеллер, на котором в последствии будут располагаться губки инструмента. На швеллер также требуется нанести разметку, как показано на фото выше
- Для изготовления губок используются две стальные пластины, толщиной 10 см. Размеры пластин составляют 40х100 мм. На второй пластине вырезается шток, посредством которого пластина или будущая губка будет перемещаться в пазу швеллера
- Перемещение подвижной губки будет осуществляться при помощи винта, в качестве которого рекомендуется использовать шпильку на 16 мм
- Приступаем к изготовлению инструмента. На швеллере вырезаем прямоугольный паз по предварительно размеченным линиям. Для этого используется болгарка и дрель со сверлом
- На стальных пластинах с одной стороны необходимо сделать ромбовидную насечку, которая будет играть роль щечек
- Во второй губке сверлится отверстие диаметром 10 мм. Посредством этого отверстия шпилька будет крепиться к губке. Обрезаем пластину, чтобы получить шток для соединения с пазом швеллера
- Одну сторону шпильки требуется сточить до размера 10 мм, чтобы иметь возможность установить деталь в предварительно просверленном отверстии губки
- В штоке необходимо просверлить отверстие, и нарезать в нем резьбу. При помощи этого отверстия с резьбой будет фиксироваться подвижная губка
- Подготавливается станина, в которой вырезаются прямоугольные отверстия. Квадратное отверстие по центру нужно для того, чтобы иметь доступ к закручиванию и выкручиванию болта на швеллере
- Для изготовления сверлильных тисков также понадобится продолговатая гайка, посредством которой будет перемещаться винт
- Швеллер приваривается к станине, после чего зачищаются швы. К швеллеру приваривается неподвижная губка и гайка, после чего можно приступать к сборке инструмента
На завершающем этапе изготавливается рукоятка из анкера. Для этого делается паз в конструкции винта, и сверлится отверстие. На фото выше показано, как сделать рукоятку для сверлильных тисков своими руками. Подробное описание процесса изготовления тисков для сверлильного станка представлено в видео материале.
Слесарные тиски своими руками — часть 1
Если зайти в магазин и посмотреть на стоимость слесарных тисков с шириной губок от 120мм, то становится как то грустно… Посмотрев на металл, который у меня имеется в наличии на даче я решил потратить денек на самостоятельное изготовление слесарных тисков.
Материал который я присмотрел для изготовления тисков:
— лист железа для основы тисков толщиной 4мм — профильная квадратная труба 50мм с толщиной стенки 4мм — уголок 60мм с толщиной стенки 5мм — уголок 75мм с толщиной стенки 8мм — полоса толщиной 10мм — шпилька резьбовая 20мм — длинная гайка 20мм
Пластина под основание тисков у меня была размером 200х160мм. Я решил отрезать такую же и насверлив в одной из пластин равномерно отверстий диаметром 8мм точечными сварками скрепил эти две пластины между собой.
Места сварки зачистил:

По центру пластины начертил центральную линию и по краям от нее также начертил пару линий шириной 20мм — на толщину шпильки.
Длинную гайку в которую будет вкручиваться шпилька я установил на проставку — кусочек полосы толщиной 10мм к которой и приварил эту гайку.

Гайку на проставке установил по центру начерченной линии и вкрутив в нее шпильку выровнял по центру.

После этого приварил площадку с гайкой к пластине-основанию и зачистил.
В качестве боковин будет использоваться уголок 60мм с толщиной стенки 5мм и длиной 200мм. Поставил их чтобы посмотреть как это будет выглядеть:

Вот общий вид деталей для слесарных тисков:

В профильной трубе 50х50мм сделал болгаркой продольный паз шириной чуть больше чем приваренная подставка с гайкой. С краю этой трубы оставил не пропиленную часть равную ширине будущих губок.
Уголки обхватывающие профильную трубу прихватил прихватками к листу-основанию. Между этими уголками положил пластину шириной 50мм и толщиной 10мм. Чтобы профильная труба нормально двигалась, между этой пластинкой сверху и самой профильной трубой сделал проставку. В качестве проставки использовал пару полотен для ножовки по металлу.
После этого пластину приварил по всей длине. Получился своеобразный короб:
Поскольку щель между пластиной и уголками получилась достаточно большой, то после приваривания пластины сверху, я срезал прихватки и проварил эту же пластину уже изнутри. Поскольку профильная труба имеет полукруглые края, то сварочный шов изнутри ходу профильной трубы не мешает.
После этого получившийся короб зачистил:

В качестве основания под губки тисков использовал более толстый уголок 75мм и толщиной стенки 8мм. Ширина будущих губок будет 150мм. Установив уголки на будущие места крепления я обрезал их немного на скос.

В качестве самих губок будет использоваться отрезок из полосы толщиной 10мм. Губки будут иметь размер: 150х50х10мм.
Прикрепив эти будущие губки к своим уголкам я закрепил их щипцами-«собаками» и просверлил насквозь отверстия 4,2мм. Затем в уголках я нарезал резьбу 5мм, а в губках рассверлил отверстия сверлом 5,1мм и сделал зенковку под потай.
В нарезанную резьбу я вкрутил болтики и с обратной стороны прикрутил по две гайки которые затем обварил сваркой. Получилось некая удлиненная резьба 5мм.

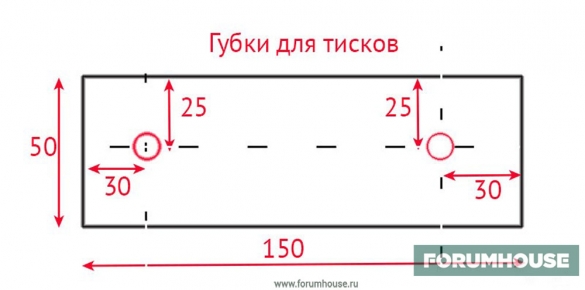
Отверстия для крепления губок к уголкам делал по центру губок — по 25мм от вертикальной линии и по 30мм от краев.

С торца профильной трубы, где в будущем будет крепиться вороток к шпильке я, изначально, планировал приварить квадратную площадку. Затем решил по краям трубы приварить по отрезку уголка в которых затем нарежу резьбу и площадку эту не приварю, а прикручу винтами. Это позволит мне в дальнейшем при необходимости разобрать тиски.

Поставив уголок с будущими губками на эту часть, я сделал скосы уголка относительно выступающим приваренным уголкам.

В дальнейшем для усиления губок с внутренней стороны уголков будут приварены раскосы и все это заварено пластиной толщиной 4мм.

Для усиления верхней части тисков, там где имеется место для наковальни, я положил еще одну пластину толщиной 8мм (как у уголка губок) и шириной равной общей ширине короба. Таким образом если в дальнейшем придется использовать наковальню по прямому назначению, то вся нагрузка будет производиться на вертикальные ребра боковых уголков.
Приварив усиливающие раскосы я закрыл уголки губок пластиной толщиной 4мм и зачистил все болгаркой, а затем наждачным кругом с зерном 40.
Да, по сварке… Варил я аппаратом Форсаж-161 Электрод — МР-3С 3мм Ток сварки — около 110А.
При обваривании уголков пластиной 4мм я использовал те же электроды, только на токе около 80А.
Затем я это дело все обезжирил и покрыл из баллончика грунтовкой с краской:
В сборе на данный момент это выглядит так:

Во второй части по самостоятельному изготовлению слесарных тисков: — установка губок с нарезкой от скольжения — установка торцевой заглушки с винтом и воротом — крепежные отверстия в подошве тисков
Тиски для слесарки своими руками: пошаговая инструкция
В интернете можно найти много вариантов самодельных тисков, сделанных своими руками. Я тоже решил сделать слесарные тиски из имеющегося у меня металла, чтобы не покупать заводские. И вот, что из этого получилось.
Для изготовления самодельных тисков нужны детали:
- Основание тисков – металлическая пластина толщиной 4 мм;
- Направляющая призма — профильная труба сечением 5х5 см, толщина стенки 4 мм;
- Основа губок — уголок с полкой 7.5 см, толщина стенки 8 мм;
- Ходовой винт – шпилька диаметром 20 мм;
- Также потребовались – металлическая полоса шириной 5 см и толщиной 1 см, усиленная гайка для шпильки и уголок с полкой 60 мм и толщиной стенки 5 мм.

Работы по изготовлению слесарных тисков разбили на ряд этапов:
1. Основание под тиски Korkus сварил из двух металлических пластин размером 20х16 см.
Затем места сварки зачистили.

2. По центру основания пользователь провёл линию для разметки места под ходовой винт — шпильку. Гайка под ходовой винт приварена к проставке толщиной 10 мм.

3. Направляющая тисков сделана из квадратной профильной трубы, в которой болгаркой сделан продольный паз шириной чуть больше, чем приваренная подставка с гайкой.
4. Для крепления направляющей использован 60-й уголок (2 шт.) длиной 20 см.
Уголки обхватывают профильную трубу, а сверху к ним приваривается крышка из полосы толщиной 1 см и шириной 5 см. Получается короб.

Чтобы профильная труба свободно двигалась в коробе и получился зазор, использованы проставки – 2 полотна от пилы по металлу.
Т.к. щель между пластиной и уголками получилась достаточно большой, то, после приваривания пластины сверху, я срезал прихватки и проварил эту же пластину изнутри.

5. Основание губок слесарных тисков сделаны из прочного уголка с полкой 75 мм и стенкой 8 мм.

Губки тисков изготовлены из полосы толщиной 1 см.
В уголках и губках просверлены сквозные отверстия диаметром 4.2 мм.

Затем в уголках пользователь нарезал резьбу М5, а в губках рассверлил отверстия сверлом 5,1 мм и раззенковал отверстия под потай.

В губки вкручены болтики, а с обратной стороны прикручены гайки, которые потом обварили.

Чертёж губок для слесарных тисков.
6. С торца профильной трубы приварены два уголка.

Губки усилены треугольными ребрами жесткости и заварены пластиной металла толщиной 4 мм.
Как сделать самодельные трубные тиски
Тиски для зажима труб отличаются от обычных слесарных и внешним видом, и особенностями эксплуатации. Подвижная губка перемещается по вертикали. Зажимать в этих тисках приходится предметы круглой формы, а потом газовым ключом с усилием крутят прикипевшую муфту или плашкой нарезают в трубе резьбу. Тиски при этом должны удержать деталь от проворота. А затягивать трубу надо крепко, но аккуратно, чтобы не помять её.
Для выполнения этих требований в обеих губках делают вырез в виде треугольника с высотой 30 – 40 мм с насечкой по боковым сторонам.
 Тиски трубныеФОТО: sdelairukami.ru
Тиски трубныеФОТО: sdelairukami.ru
Материалы и инструменты
В качестве исходных материалов для изготовления тисков нужны несколько обрезков труб диаметром 0,5 и 1,5 дюйма и длиной до 200 мм, обрезки профильных труб сечением 50×30 мм, 40×25 мм и 30×20 мм. Для подвижной губки нужен кусок листовой стали толщиной 10 – 15 мм. Для ходового винта трапецеидальная резьба нарезается на прутке 10 – 12 мм.
Чертежи
Ниже приводится схема работы трубных тисков. Размеры выбираются под индивидуальные требования.
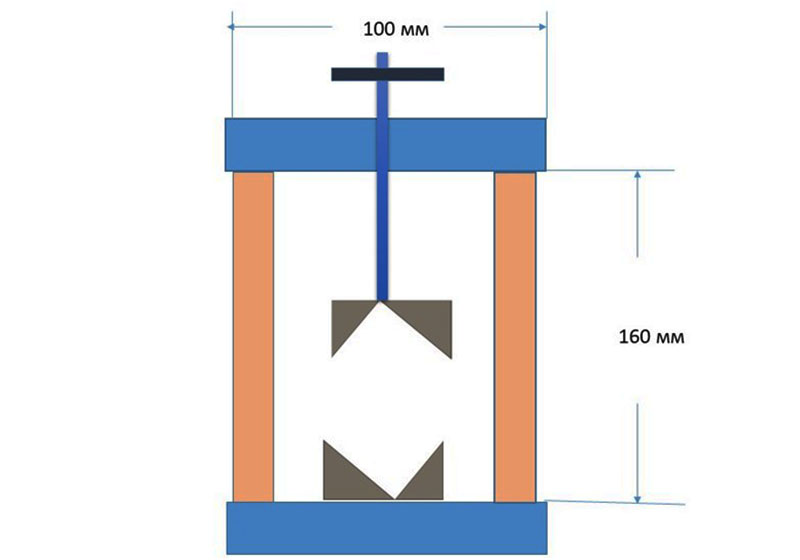 Схема трубных тисковФОТО: Леонид Шальман
Схема трубных тисковФОТО: Леонид Шальман
Инструкция по изготовлению
Круглые трубки используются в качестве вертикальных стоек рамы тисков, профильные применяются как горизонтальные составляющие. На верхней перекладине приваривается короткий обрезок профильной трубы для формирования резьбы под ходовой винт. Губки вырезаются из кусков толстого листа. Ходовой винт лучше не делать самому, а найти готовый, например, от старой задвижки.
Чтобы захватывать тонкие трубы, верхнюю губку надо по ширине сделать меньше, чем нижнюю.









