Обзор оборудования для промышленного производства стеклопластиковой арматуры
Содержание:
Сортамент и ГОСТы
Неметаллическая композитная арматура разрабатывалась еще в СССР в 60-х годах, однако серийное производство материала так и не было налажено ввиду тогдашней дороговизны стеклопластика. Тем не менее, при строительстве нескольких крупных объектов композитная арматура использовалась, среди которых — линии электропередач в Батуми, Москве и мосты в Хабаровске.
На сегодняшний день не существует стандарта ГОСТ с техническими требованиями к данному материалу (проект находится в разработке). Основным нормативным актом является СНиП №52-01-2003 «Композитная арматура», согласно которому стекловолоконные изделия можно использовать в строительстве в качестве замены металлопрокату. Каждый из производителей имеет ТУ на свою продукцию, вместе с которой поставляются протоколы испытаний и сертификаты допуска.
Диаметры композитной арматуры
Композитная арматура производится в диапазоне диаметров 4-20 мм. Профиль стержней может быть рифленым либо гладким. В зависимости от материала изготовления выделяют следующие виды неметаллических изделий:
- АСП — стеклопластиковая арматура, производится из стекловолокна, связанного слоем синтетической смолы;
- АБП — базальтопластиковые изделия, в который стекловолоконная сердцевина заменена расплавом из базальтовых волокон;
- АСПЭТ — изделия из стекловолокна и полимерного термопласта;
- АУП — углепластиковая арматура.
Наиболее распространены в строительстве АСП и АБП, углепластиковая арматура используется реже из-за меньшей механической прочности материала.
1.1 Сферы применения
Применение с.п. арматуры в строительстве практикуется при возведении жилых, общественных и промышленных сооружений, а также малоэтажных зданий, где АСП используется для:
- армирования железобетонных конструкций (стен и плит перекрытия);
- ремонта поверхностей объектов из кирпича и железобетона;
- послойной кладки стен по технологии гибких связей;
- армирования фундаментов всех типов (плитных, ленточных, столбчатых);
- армирования полов и стяжек;
- укрепления стен и газобетонных блоков и монтаж монолитных армопоясов.
Армирование фундамента стеклопластиковой арматурой
Распространено применение с.п. арматуры и в сфере дорожного и железнодорожного строительства, в которых АСП применяется:
- при обустройстве насыпей и дорожных покрытий;
- при укреплении откосов дорог;
- при строительстве мостов;
- при укреплении береговых линий.
Арматура композитная полимерная для армирования бетонных конструкций отличается полной устойчивостью к коррозии и химически агрессивным веществам, что значительно расширяет сферу ее применения.
1.2 Преимущества АСП
Композитная арматура имеет следующие эксплуатационные преимущества:
- Материал классифицируется по первой группе химической стойкости, его можно использовать в кислотах и щелочных средах.
- Стеклопластиковая (далее — с.п.) арматура (АСП) имеет в 3 раза большую прочность на разрыв, чем стальная. Это позволяет использовать при строительстве изделия меньшего диаметра.
- Вес АСП в 4 раза меньше, чем у металлопроката — с.п. арматура имеет плотность 1.9 кг/м3, металлическая — 7.9 кг/м3.
- Композитная арматура для фундамента стоит на 50-60% дешевле, чем металлопрокат с аналогичными эксплуатационными характеристиками.
-
АСП отличается удобством транспортировки без необходимости привлечения грузовых автомобилей — прутки диаметром до 10мм поставляются в бухтах произвольной длины, стометровая бухта стержней 8 мм весит около 7.5 кг.
- АСП обладает низкой теплопроводностью, она не образует мостиков холода в кладке из газобетонных блоков либо внутри железобетонной конструкции.
- С.п. арматура для фундамента является диэлектриком, они не проводит электричество и не подвергается коррозии под воздействием блуждающих токов.
- Срок эксплуатации АСП превышает 80 лет.
Как и из чего производят стеклопластиковую арматуру
Многим стеклопластиковая арматура знакома не только по фото в интернете, но и на практике применения в строительстве, однако мало кто знает, как она производится. Технологический процесс производства арматурных прутков из стеклопластика, за которым очень интересно наблюдать по видео, легко поддается автоматизации и может быть реализован на базе как крупных, так и небольших производственных предприятий.
Технологическая линия производства стеклопластиковой арматуры
Для изготовления такого строительного материала прежде всего необходимо подготовить сырье, в качестве которого используется алюмоборсиликатное стекло. Чтобы придать исходному сырью требуемую степень тягучести, его расплавляют в специальных печах и уже из полученной массы вытягивают нити, толщина которых составляет 10–20 микрон. Толщина полученных нитей настолько невелика, что, если снять их на фото или видео, то без увеличения полученной картинки их не разглядеть. На стеклонити при помощи специального устройства наносится маслосодержащий состав. Затем из них формируются пучки, которые получили название стеклоровинга. Именно такие пучки, собранные из множества тонких нитей, являются основой стеклопластиковой арматуры и во многом формируют ее технические и прочностные характеристики.
Устройство подогрева и разделения нитей
После того как нити из стеклопластика подготовлены, они подаются на производственную линию, где их и превращают в арматурные прутки различного диаметра и разной длины. Дальнейший технологический процесс, познакомиться с которым можно по многочисленным видео в интернете, выглядит следующим образом.
- Через специальное оборудование (шпулярник) нити подаются на натяжное устройство, которое одновременно выполняет две задачи: выравнивает напряжение, имеющееся в стеклонитях, располагает их в определенной последовательности и формирует будущий арматурный стержень.
- Пучки нитей, на поверхность которых предварительно был нанесен маслосодержащий состав, обдаются горячим воздухом, что необходимо не только для их просушки, но и для незначительного нагревания.
- Прогретые до требуемой температуры пучки нитей опускаются в специальные ванны, где пропитываются связующим веществом, также нагретым до определенной температуры.
- Потом пучки нитей пропускаются через механизм, при помощи которого выполняется окончательное формирование арматурного стержня требуемого диаметра.
- Если изготавливается арматура не с гладким, а с рельефным профилем, то сразу после выхода из калибровочного механизма осуществляется навивка пучков из стеклонитей на основной стержень.
- Чтобы ускорить процесс полимеризации связующих смол, готовый арматурный пруток подается в туннельную печь, перед входом в которую на прутки, изготавливаемые без навивки, наносится слой мелкофракционного песка.
- После выхода из печи, когда стеклопластиковая арматура практически готова, стержни охлаждают при помощи проточной воды и подают на резку либо на механизм их сматывания в бухты.
Отрезной механизм – последнее звено в производстве композитной арматуры
Таким образом, технологический процесс изготовления стеклопластиковой арматуры не такой сложный, о чем можно судить даже по фото или видео его отдельных этапов. Между тем такой процесс требует использования специального оборудования и строгого соблюдения всех режимов.
Суммарные капиталовложения
К начальным капиталовложениям можно отнести:
- приобретение и настройка оборудования – 1 млн. 900 тыс. руб.;
- переоборудование помещения – 300 тыс. руб.;
- легализация предприятия – 50 тыс. руб.;
- закупка сырья – 500 тыс. руб.
Сумма денежных вложений может быть на порядок меньше, если в производстве использовать поддержанное оборудование в подготовленном для этого помещении.
После вливания форму для выпечки можно помещать при температуре около 50 ° в течение 6-7 часов или оставлять для глазирования отдельно в течение как минимум 24 часов. Искренне, это не сложно применить этот метод, но не так просто, есть много вещей, чтобы проверять и проверять, и, самое главное, много «трюков», чтобы учиться. На промышленном уровне считается простой и дешевой, любой углеродистый или стекловолокнистый продукт изготовлен, он стоит немного и не позволяет сотрудникам отказаться от токсичных и вредных химических веществ.
М.: Технология качества и низкой стоимости
Одной из основных технологий обработки высокоэффективных полимерных композиций является литьевое формование смолы низкого давления, система, которая значительно снижает сроки и время изготовления и улучшает структурное и поверхностное качество готового продукта, что приводит к более к традиционным технологиям. Процесс состоит из «инъекции смолы и катализатора» внутри закрытой формы, образованной двумя полуоболочками, где предварительно загрунтованные армирующие волокна были загружены ранее. После излечения кусок извлекается и готов для отделочных и монтажных работ.
Схема армирования
Расположение арматуры в ленточном фундаменте в поперечном сечении представляет собой прямоугольник. И этому есть простое объяснение: такая схема работает лучше всего.
Армирование ленточного фундамента при высоте ленты не более 60-70 см
На ленточный фундамент действуют две основные силы: снизу при морозе давят силы пучения, сверху — нагрузка от дома. Середина ленты при этом почти не нагружается. Чтобы компенсировать действие этих двух сил обычно делают два пояса рабочей арматуры: сверху и снизу. Для мелко- и средне- заглубленных фундаментов (глубиной до 100 см) этого достаточно. Для лент глубокого заложения требуется уже 3 пояса: слишком большая высота требует усиления.
Для большинства ленточных фундаментов армирование выглядит именно так
Чтобы рабочая арматура находилась в нужном месте, ее определенным образом закрепляют. И делают это при помощи более тонких стальных прутьев. Они в работе не участвуют, только удерживают рабочую арматуру в определенном положении — создают конструкцию, потому и называется этот тип арматуры конструкционным.
Для ускорения работы при вязке арматурного пояса используют хомуты
Как видно на схеме армирования ленточного фундамента, продольные прутки арматуры (рабочие) перевязываются горизонтальными и вертикальными подпорками. Часто их делают в виде замкнутого контура — хомута. С ними работать проще и быстрее, а конструкция получается более надежной.
Какая арматура нужна
Для ленточного фундамента используют два типа прутка. Для продольных, которые несут основную нагрузку, требуется класс АII или AIII. Причем профиль — обязательно ребристый: он лучше сцепляется с бетоном и нормально передает нагрузку. Для конструкционных перемычек берут более дешевую арматуру: гладкую первого класса АI, толщиной 6-8 мм.
В последнее время появилась на рынке стеклопластиковая арматура. По заверениям производителей она имеет лучшие прочностные характеристики и более долговечна. Но использовать ее в фундаментах жилых зданий многие проектировщики не рекомендуют. По нормативам это должен быть железобетон. Характеристики этого материала давно известны и просчитаны, разработаны специальные профили арматуры, которые способствуют тому, что металл и бетон соединяются в единую монолитную конструкцию.
Классы арматуры и ее диаметры
Как поведет себя бетон в паре со стеклопластиком, насколько прочно такая арматура будет сцепляться с бетоном, насколько успешно эта пара будет сопротивляться нагрузкам — все это неизвестно и не изучено. Если хотите экспериментировать — пожалуйста, используйте стекловолокно. Нет — берите железную арматуру.
Документы
Предприниматель будет сбывать продукцию строительным организациям, работать с оптово-розничными компаниями, поставлять крупные партии товара. Рекомендуется открывать бизнес в форме юридического лица (ООО). Это дороже и потребует больше времени, но позволит работать с крупными игроками на рынке.
Специального кода ОКВЭД «Изготовление стеклопластиковой арматуры» не существует. Можно выбрать один из следующих:
- 23.19 «Производство и обработка прочих стеклянных изделий, включая технические изделия из стекла».
- 23.14 «Производство стекловолокна».
- 36.63.7 «Производство прочей продукции, не включенной в другие группировки».
Все нормы и требования к стройматериалу приводятся в ГОСТе 31938-2012, принятом в 2012 году. Помимо России его придерживаются еще 7 стран СНГ.
Для работы нужен сертификат соответствия требованиям ГОСТа.
Технология производства стеклопластиковой арматуры
Из специального устройства (шпуляпника) нити ровинга, в определенном порядке расположенные, подаются к натяжному устройству. Процесс производства стеклопластиковой арматуры далее протекает так:
- строй нитей обдается горячим воздухом для просушки и незначительного нагревания;
- прогретый ряд нитей опускают в специальные ванны с пропитывающим раствором;
- нити попадают на устройство — фильеру, в котором протягиваются через отверстия с требуемым диаметром арматуры;
- стержень будущей арматуры, в зависимости от вида, должен обвиваться ниткой ровинга с разной толщиной обмоточного слоя. Диаметры более солидные пойдут на традиционную арматуру, а стержни малых диаметров подлежат песчаной обсыпке;
- для ускорения процесса полимеризации смол обмотанные ровингом стержни попадают в туннельную печь, при входе в которую есть устройство, распределяющее по стержням песок. Когда проходят стержни крупные, песок не подается;
- вышедшие из печи стержни охлаждаются в проточной воде;
- охлажденные пруты непрерывной нитью подаются на нарезку заданными размерами.
Технология производства стеклопластиковой арматурык особо сложным процессам не относится. После производства следует складирование изготовленных стержней по диаметрам.
Готовая продукция может быть отгружена к месту использования.
Стеклопластиковая арматура своими руками – особенности изготовления
Технология изготовления стеклопластиковой арматуры
Процесс производства арматуры из стеклопластика выполняется сразу в несколько этапов. Главным материалом для создания арматуры является стеклоровинг. Для его создания расплавляют алюмобороксилатное стекло, которое в дальнейшем вытягивают в виде нити, а ее толщина бывает 10-20 микрон. Ее стоит пропитать при помощи смолы. Композиционные элементы должны быть непрерывными, что будет обязательным условием технологии, а при ее выполнении изделие в готовом виде будет иметь регламентированными параметры прочности.
Далее весь материал протягивают через прогретую полимеризационную камеру, а после профилю придают ребристость на обмотчике. Толстую навивку делают для классической продукции, а тонкую применяют для продукции с посыпкой из песка.
Арматура в подготовленном виде должна быть обработана в туннельной печи. Если изделие будет предполагать песчаное напыление, то на печном входе стоит установить узел с напылителем, который при процессе производства будет обеспечивать равномерное распределение песка по стержню. Если такая аппаратура не предполагает этих опций, то отсек не будет ничем заполнен и печь будет запущена вхолостую. Ее условия по температуре ускорят полимеризационный процесс смол для пропитки. Жгутовой горячий материал помещают в ванну для охлаждения для обработки при помощи проточной холодной воды. Арматуру в готовом виде, которая имеет температуру окружающей среды, стоит пропустить через механизм вытяжения, а на выходе из него выполняется резка по заданным параметрам.
Какое нужно оборудование
Учтите, что оборудование для изготовления стеклопластиковой арматуры довольно дорогое. На рынке его производителей недостаток предложений, которые соответствуют запросам представителей даже малого бизнеса. Многие типы аппаратуры ориентированно на большие объемы производства. Она может быть куплена отдельно или же в комплексе технологической линии.
Рассмотрим еще некоторые требования.
Требования к помещению
Для изготовления стеклопластиковой арматуры для фундамента потребуется просторное помещение. Хотя само по себе оборудование не отличается большими размерами, но элементы, составляющие технологическую линию, должны быть расположена на удалении друг от друга, а еще выстроена на единой прямой. Данные условия по размещению аппаратуры будут формировать требования к производственной комнате. Его длина должна быть не менее 22 метров, а ширина должна быть больше 2 метров. Высота потолка не должна быть менее 2.5 метров.
Поверхность пола должна быть почти без уклона и при этом ровной. Допустимы перепады по высоте на площадке не больше, чем на 5 см. Так как для процесса производства недопустим режим температуры ниже +16 градусов, то помещение должно отапливаться. Еще стоит позаботиться про монтаж вентиляционной системы, чтобы обеспечивать отток воздуха со скоростью 250 л/мин. Отдельная вытяжка, которая подключена к общей вентиляционной системы, потребуется для туннельной печи. Также комната должна быть оборудована всеми коммуникациями (инженерными). Для запуска оборудования потребуется источник питания на 12 кВт, а после его отладки потребуется подключение к сети (4 кВт).
Расчеты и финансы
Начало бизнеса в производственной нише арматуры нереален без инвестиций в организацию, а еще обеспечение работы в начале деятельности. Производственная линия стеклопластиковой арматуры вместе с инструментами для работы обойдется в начале в 1.7 млн рублей.
На транспортировке техники, монтаж и запуск закладывайте в бюджет 200 тысяч рублей. С учетом других расходов в 250 тысяч рублей на старт бизнесмену нужно будет 2.3 млн рублей. Для рабочего дня на 8 часов и при 5-дневной рабочей недели со средней производительностью в 216 м/час, можно предполагать месячную выработку в размере 190 тысяч погонных метров. С учетом стоимости 1 метра 6 рублей бизнесмен выручит 1.14 млн рублей за месяц. Себестоимость продукции, в которую заложены траты на производство, по закупке сырья и оплате электричества выйдет сумма в 522 тысячи рублей. На оплату труда рабочих, аренду и иные расходы, которые имеют отношение к работе бизнеса, стоит включить в бюджет 400 тысяч рублей.
Организация бизнеса
Производство композитной арматуры требует внушительных затрат на организацию. Практика показывает, что мало кому удаётся создать полноценное предприятие менее чем за 3 миллиона рублей. Оборудование и сырьё стоят дорого. К тому же предпринимателю придётся предусмотреть оборотные средства на тот период, пока компания не продаст первые партии товаров.
Продуманно подойти к работе поможет бизнес-план. В него нужно включить не только расходы на открытие, но и расчёт рентабельности, цель на 6 и 12 месяцев, примерный штат сотрудников, а также — перечень потенциальных партнёров. Чем быстрее предприниматель найдёт стабильные каналы сбыта, тем быстрее предприятие выйдет на уровень чистой прибыли.
Технология производства
Изготовление композитной арматуры происходит на конвейерной линии. Вмешательство человека в работу оборудования минимально. Производство начинается с обработки стеклоровинга — материал вытягивают в нити сечением до 20 микрон и пропитывают специальным засмаливателем. Пропитанные нити сплетают в пучки и просушивают горячим воздухом. После сушки стеклоровинг пропитывают эпоксидной смолой.
На следующей стадии нити попадают в специальную форму для пластических веществ (фильер), где определяется диаметр будущей арматуры. Затем заготовки обматывают жгутом: он обеспечивает необходимую толщину и улучшает характеристики сцепления с бетоном.
Сформированную и обмотанную арматуру обжигают в магнезитовой туннельной печи. Там смолы полимеризуются. На завершающей стадии композитные волокна остужают до комнатной температуры в проточной воде. После этого материал фактически готов к использованию. Его нарезают по нужным размерам пилой с алмазным напылением. Срез получается точным и ровным.
Оборудование
Конвейер оборудования для изготовления композитной арматуры обойдётся в 1-1,7 миллионов рублей. Это основная часть трат на открытие предприятия. В список станков и техники входят:
- Ванна для пропитки стеклоровинга с функцией отжима.
- Фильеры (формы для пластических веществ).
- Станок для вытягивания арматуры.
- Аппарат для закручивания нитей.
- Полимеризационная печь с функцией регулирования температуры.
- Аппарат для охлаждения.
- Пила с алмазным напылением/станок для нарезки готовой арматуры.
- Аппарат для скрутки готовой арматуры.
Все станки выстраиваются в конвейер протяжённостью 15-20 метров. В дополнение к этому оборудованию потребуется приобрести погрузчики, весы, стеллажи для сырья и готовой продукции. Такого комплекта будет достаточно для производства в рамках малого предприятия.
Производство начинается с обработки стеклоровинга — материал вытягивают в нити сечением до 20 микрон и пропитывают специальным засмаливателем
Требования к помещению
Так как конвейер станков для изготовления арматуры из стеклопластика занимает минимум 15 метров длину и около полуметра в ширину, помещение должно иметь подходящую протяжённость. Размещение оборудования должно быть комфортным для рабочих. Поэтому площадь помещения не может быть менее 200 квадратных метров. Цех разделяется на 3 зоны: рабочее пространство, склад, комната для персонала.
Пол помещения должен быть ровным, без перепадов высот (в крайнем случае не более 5 сантиметров). Высота потолков от 2,5 метров. Изготовление композитной арматуры требует поддержания стабильного температурного режима на уровне 16-18 градусов, поэтому желательно наличие специальной системы регулирования тепла. Хорошее освещение гарантирует качественную работу, не стоит игнорировать эту характеристику. Не получится обойтись и без мощной вентиляции (с оттоком воздуха не менее 250 литров воздуха в минуту). Местоположение цеха не имеет большого значения, можно разместить его на окраине или за чертой города.
Сырье
Какие необходимы материалы для производства композитной арматуры? Основой является стеклоровинг — нити из расплавленного алюмоборосиликатного стекла диаметром от 10 микрон. При изготовлении арматуры волокна поставляют большими герметично упакованными бобинами. Их перевозят при температуре на превышающей 35 градусов и при уровне влажности не более 70%.
Второй ключевой компонент — это эпоксидная смола. Это бесцветная или светло-жёлтая тягучая жидкость, по консистенции напоминающая мёд, используется при первичной обработке ровинга. Она придают будущей арматуре устойчивость к агрессивным средам.
Кроме этих двух компонентов для производства композитной арматуры необходимы:
- сплёточная нить;
- спирт;
- ацетон;
- дициандиамид.
Сырьё для производства стеклопластиковой арматуры
«Добрый день. Во-первых, сразу хочу отметить, что продукция ООО «Обнинский Завод Композитных Материалов» вот уже 3 года производится только из лучших связующих материалов и стекловолокна иностранного производства. Мы ставим «во главу угла» качество продукции, поэтому заключены договора с мировыми лидерами по производству сырья для производства композитных материалов. Из чего же на самом деле сделана композитная стеклопластиковая арматура?
Стеклоровинг — это основной материал при производстве композитной стеклопластиковой арматуры. Компания Jushi (Юши или Джуши) производит стеклоровинги на основе модифицированных силановых замаслевателях №386 и №312, которые специально разработаны и успешно совместно применяются при производстве композитных стеклопластиковых изделий методом пултрузии. Стеклоровинг производства компании Jushi в данный момент является самым качественным продуктом на рынке стекловолокна. Он выдерживает огромные разрывные нагрузки, превосходя конкурентов в несколько раз. Обнинский Завод Композитных Материалов является основным потребителем стекловолокна компании Jushi на территории России и имеем договор на поставоки стеклоровинга.
Эпоксидная смола — это основной полимер, применяемый при производстве стеклопластиковой арматуры. Для производства стеклопластиков методом пултрузии, в том числе при производстве композитной стеклопластиковой арматуры, опор — колышек для растений и других продуктов, применяем высококачественные эпоксидные смолы CYD 128, производства компании Sinopec (Китай) и эпоксидные смолы KER 828, производства Южнокорейского бренда Kumho. С этими компаниями Обнинский Завод Композитных Материалов так же имеет долгосрочные договоры на поставки эпоксидных смол.
ИМТГФА (Изометилтетрагидрофталевый ангидрид) — это основной отвердитель при производстве стеклопластиковой арматуры. ИМТГФА идеально подходит для высокотемпературного отверждения эпоксидных смол. Производство стеклопластиковой арматуры происходит при высоких температурах в специальных печах, температура доходит до 340С. Поэтому, при использовании ИМТГФА композитная продукция приобретает отличные физико-механические свойства и высокие прочностные характеристики.
Катализатор представляет собой особый компаунд, сочетающий в себе свойства Диэтиленгликоль Диглицидилового Эфира (ДЭГ-1) и Алкофена (ДМП). При использовании этих компонентов конечный продукт приобретает высокие свойства стойкости к химическому воздействию».
Область применения стеклопластиковой арматуры
Стройматериал используют в различных сферах строительства:
- в дорожном и промышленно-гражданском строительстве (создание мостов и аэродромов);
- при армировании всех типов фундамента (в качестве стержней и сеток);
- при армировании бетонных конструкций — в том числе в средах, агрессивных для металлов;
- для укрепления различных видов бетона, использующих хлористые и минеральные добавки;
- при возведении объектов АПК (из-за отсутствия испарений, вредных для животных);
- для укрепления кирпичных зданий, стен;
- при создании всех видов водоотведения, канализации;
- для укрепления берега в портах.
АСП относится к 4 классу опасности (малоопасность), нетоксична. Ее можно использовать в жилищном строительстве.
Производство стеклопластиковой арматуры
Арматура из стеклопластика (АСП) постепенно заменяет собой привычную металлическую арматуру. Этот строительный материал активно используется в развитых странах мира. В России он пока распространен мало (рыночная доля около 5%), хотя строительные компании все чаще переходят стеклопластик (тенденция характерна для городов-миллионников).
Производство композитной арматуры – перспективное направление для бизнеса. В этом плане мы расскажем, как организовать производственный процесс и коснемся всех моментов, важных для успеха дела.
Персонал
Наберите в штат работников с квалификацией.
Таблица 2. Численность и должностные обязанности персонала на производстве.
| Должность | Основные обязанности |
| Старший оператор (технический специалист), 1 чел. | Старший на производстве (контроль за работой оператора, рабочего, обслуживание техники) |
| Оператор, 1 чел. | Работа на оборудовании |
| Подсобный рабочий, 1 чел. | Погрузочно-разгрузочные работы, подача сырья, складирование готовой продукции |
| Менеджер по продажам, 1 чел. | Разработка политики по продвижению стройматериала, установление первого контакта с корпоративными покупателями |
| Торговый представитель, 2 чел. | Заключение договоров, работа с клиентами |
| Водитель (с автомобилем), 1 чел. | Логистика, развоз товара |
Старшего оператора лучше «создавать» самому, направив работника к производителю / продавцу техники для обучения. Бухгалтера можно нанять по аутсорсингу.
Сбыт готовой продукции
Есть несколько каналов реализации композитной арматуры:
- продажа напрямую частным застройщикам;
- сбыт через строительные магазины, крупные сети, оптовые базы, небольшие розничные магазины;
- работа с крупными строительными компаниями.
Для прямой продажи нужно направить информацию о предложении по разным рекламным каналам (СМИ, Интернет, проведение BTL-акций, расклейка объявлений). Реализация АСП через оптово-розничные сети позволит заключать договора на поставку крупных объемов товара, закрепиться и увеличить долю на рынке.
Выгоднее всего заключать долгосрочные контракты со строительными компаниями. Это позволит загрузить производство по максимуму, продавать больше товара.
Финансовый план: рентабельность и окупаемость
- Сумма первоначальных затрат составляет 2.635 млн руб. (2.7 млн руб.).
- Себестоимость 1 погонного метра арматуры диаметром 8 мм (самый распространенный вид) — 7.6 руб.
- Производительность линии — 7 м в минуту. Соответственно, в месяц можно произвести 7 м × 60 мин × 8 час × 22 д = 73 920 пог. м.
- Средняя цена 1 пог. м материала на рынке — 13 руб.
При такой цене чистая прибыль составит 5.4 руб. (13 — 7.6). При продаже всей произведенной за месяц продукции можно выручить без малого 400 тыс. руб.
- Чтобы окупить затраты, выйти на ноль, в теории понадобятся 7 месяцев. Но учтите, что поначалу продавать все не получится. Реальный срок окупаемости бизнеса больше в 2 раза – он составляет примерно 1,5 года.
Для наглядности оформим расчеты в таблицу:
| Расчетные показатели | Значения |
| Сумма первоначальных инвестиций | 2.7 млн рублей |
| Себестоимость 1 пог. м | 7.6 рублей |
| Рыночная цена 1 пог. м | 13 рублей |
| Производительность в месяц | 73 920 пог. м |
| Чистая прибыль в месяц | 400 тыс. рублей |
| Срок окупаемости | 7 месяцев |
Стеклопластиковая арматура — «свежий» товар для российского строительного рынка. Бизнес в этом направлении имеет замечательные перспективы. Для организации дела потребуется меньше 3 млн рублей — с учетом того, что вы собираетесь открывать мини завод, такие затраты кажутся пустячными.
План производства

Производство стеклопластиковой арматуры включает в себя несколько этапов, непрерывно сменяющих друг друга:
- Подача стекловолокна для обработки нитей раствором полимерных смол. Получение ровинга.
- Передача ровинга на участок формования. Получение арматуры нужного диаметра.
- Прохождение ровинга через полимеризационную камеру.
- Намотка нитей и придание рельефа.
- Прохождение заготовок через сушильную камеру.
- Нарезка и упаковка арматуры.
Для получения стержня заданного диаметра ровинг (стеклянные пучки, пропитанные полимерной смолой) протягивают через отверстия – фильеры. В полимеризационной камере поддерживают высокую температуру, под воздействием которой верхний слой стеклопластика схватывается, но в целом арматура остается достаточно мягкой, чтобы можно было смотать ее в бобину и закрепить ребристый профиль. Впоследствии готовая арматура имеет такую же ребристую поверхность, что обеспечивает отличную сцепку.
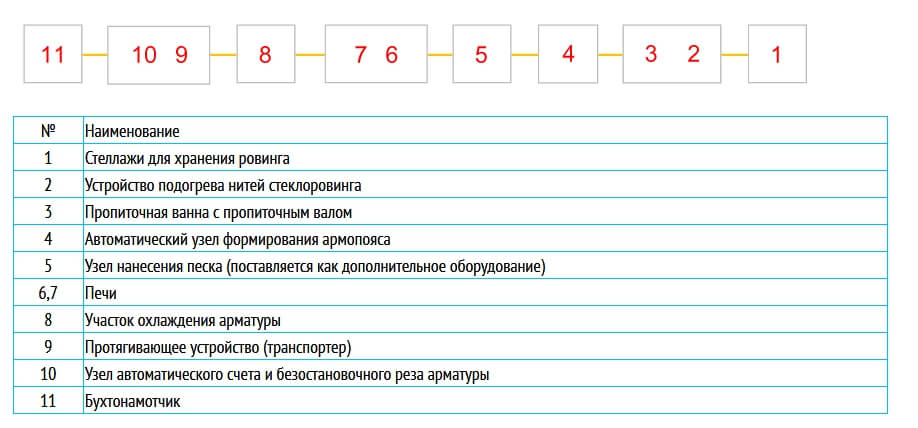 Схема линии по производству арматуры
Схема линии по производству арматуры
Автоматизированная линия управляется специалистом с помощью компьютера. В зависимости от диаметра фильеры, можно наладить выпуск прутьев от 4 до 24 мм в диаметре.
Помещение, в котором будет установлено оборудование, должно быть около 30 м в длину, высота потолка – около 3 м. В обязательном порядке должны соблюдаться санитарные нормы, касающиеся освещения и вентиляции помещения. Подготовка цеха обойдется в сумму около 300 тысяч рублей.
Производственная линия, в зависимости от мощности, производит от 10 м арматуры в минуту. Стоимость оборудования стартует от 1,2 млн рублей. Бывшее в употреблении оборудование в хорошем состоянии можно приобрести значительно дешевле. Однако покупка у производителя предполагает монтаж цеховой линии, сервисное и гарантийное обслуживание, приобретение технологической схемы и обучение персонала на местах.
В комплект входят: режущее устройство, тянущее устройство, скрутчик ребра, ванна для пропитки, ванна для охлаждения, полимеризационная камера, шпулярник, автоматический пункт для управления процессом.
Линия должна предполагать возможность изменения диаметра прутков арматуры без остановки процесса. Большинство линий позволяют одновременно изготавливать 2 (3) прутка.
Комплектующие:
- стеклянные нити;
- связующее – полимерная (эпоксидная) смола, отвердитель, пластификатор, катализатор).
Для налаживания круглосуточной работы потребуется 3 бригады, включающие 2 операторов (при одновременном изготовлении двух прутков) и подсобного рабочего, в обязанности которого входит контроль намотки арматуры, складирование и транспортировка.
Срок возврата вложенных средств
Полученная прибыль еще не является чистой, с этой суммы организации предстоит заплатить налог на прибыль. В зависимости от выбранной налоговой базы сумма налога может меняться. Рассмотрим стандартный вариант расчета, где ставка составляет 20 % от прибыли компании. Тогда при цене 8 руб./м и прибыли, равной 466 752 рублям, сумма налогового платежа составит 93 350 рублей.
Получив окончательную сумму прибыли, равную 373 402 рубля, можно рассчитать срок возврата вложенных средств:
1 741 000/373 402 = 5 месяцев
За 5 месяцев при условии 100 %-й реализации всего произведенного объема организация окупит первоначальные вложения. Учитывая сезонный фактор, можно с уверенностью говорить о полной окупаемости в течение 1 года.
Имея собственное успешное производство композитной арматуры, в дальнейшем стоит задуматься о запуске производства кладочной сетки. Если спрос растет и действующая линия не справляется со всеми заказами, целесообразно приобрести вторую или пересмотреть режим работы организации. Вариантов оптимизации существует немало, главное – вовремя реагировать на изменения рынка и учитывать специфику деятельности.
https://youtube.com/watch?v=3KiWp7hfPvE
Персонал
Наберите в штат работников с квалификацией.
Таблица 2. Численность и должностные обязанности персонала на производстве.
| Должность | Основные обязанности |
| Старший оператор (технический специалист), 1 чел. | Старший на производстве (контроль за работой оператора, рабочего, обслуживание техники) |
| Оператор, 1 чел. | Работа на оборудовании |
| Подсобный рабочий, 1 чел. | Погрузочно-разгрузочные работы, подача сырья, складирование готовой продукции |
| Менеджер по продажам, 1 чел. | Разработка политики по продвижению стройматериала, установление первого контакта с корпоративными покупателями |
| Торговый представитель, 2 чел. | Заключение договоров, работа с клиентами |
| Водитель (с автомобилем), 1 чел. | Логистика, развоз товара |
Старшего оператора лучше «создавать» самому, направив работника к производителю / продавцу техники для обучения. Бухгалтера можно нанять по аутсорсингу.









