Технология плазменной резки металла, виды плазмотронов
Содержание:
Достоинства и недостатки плазменной резки
Обработка металлов аппаратами или станками плазменной резки дает в работе целый ряд преимуществ.
- По сравнению с кислородной горелкой, плазморез обладает более высокой мощностью, и соответственно, производительностью, и по данному параметру уступает только лазерным установкам промышленного масштаба.
- Плазменная резка выгодна с экономической точки зрения при толщине металла до 60 мм. Для резки материалов с толщиной более 60 мм рекомендуется использовать кислородную резку.
- Современные плазморезы отличаются высокоточной и качественной обработкой металлов. Срез получается «чистый», с минимальной шириной, благодаря чему, практически не требует дополнительной шлифовки.
- Также, плазменно-дуговая обработка характеризуется универсальностью применения, безопасностью и низким уровнем загрязнения окружающей среды.
Из недостатков можно отметить скромную толщину среза (до 100 мм), а также невозможность одновременной работы двух плазморезов и соблюдение жестких требований к отклонениям от перпендикулярности среза.
Виды плазменной резки
Плазменная резка металла бывает нескольких видов:
- Простая. При таком способе используется электрический ток и воздух. Длина электрической дуги во время такого процесса ограничена, поэтому при толщине листа в несколько миллиметров обработка поверхностей сравнивается с резкой лазером. Простой способом применяется для обработки только мягкой или низколегированной стали. При разрезе материала заусенцы не образовываются, кромка остается ровной. Иногда вместо воздуха может применяться азот.
- С применением воды. Во время резки вода используется для охлаждения плазмотрона и защиты среза от негативного влияния окружающей среды. Кроме этого, водой поглощаются все вредные испарения.
- С использованием защитного плазмообразующего газа. Срез во время такой резки защищен от окружающей среды, поэтому качество разрезания металла увеличивается.
Также резать металл можно с помощью дуги или струи. В первом случае обрабатываемый материал является частью цепи, во втором – дуга образовывается между электродами.
Классификация и предназначение
Плазморезы используются для работы с электропроводящими материалами. Основное назначение плазморезов — изготовление деталей из металла. В некоторых случаях оборудование используется для плазменной резки с ЧПУ заготовок из древесины и пластика.
Основные отличия среди плазменных станков имеются по способу зажигания дуги и мощности, с которой работает система охлаждения.
В зависимости от способа применения станочные приборы делятся на устройства, работающие с:
- защитными восстановительными газами;
- окислительными газами, насыщенными кислородом;
- смесями;
- газожидкостными стабилизаторами;
- водной и магнитной стабилизацией.
По типу оборудования станки плазменного типа бывают:
- инверторными;
- трансформаторными.
Инверторное оборудование включает бюджетные устройства, предназначенные для плазменной резки металла с максимальной толщиной 3 сантиметра. Оборудование отличается небольшим весом и стабильным горением дуги. КПД инверторных плазморезов превосходит аналогичный показатель трансформаторных аналогов. Но такие приборы могут применяться только частными мастерскими и небольшими предприятиями.
Трансформаторные устройства стоят дороже, но способны обрабатывать металлические заготовки толщиной до 8 сантиметров. Они потребляют больше электричества, чем инверторные устройства, но имеют надежный сигнал, устойчивый к перепадам напряжения в сети.
По виду контакта станочные устройства также делятся на две категории:
- контактную;
- бесконтактную.
Плазморезки с числовым программным управлением контактного типа требуют соприкосновения плазмы с металлической поверхностью, и не способны резать на глубину больше 1,8 сантиметра. Устройства второго типа могут обрабатывать детали с максимально допустимой глубиной.
Для плазмореза, используемого в бытовых целях, требуется электрическая сеть с напряжением 220 Вольт. Для промышленных аналогов требуется трехфазная питающая сеть, имеющая напряжение 380 Вольт. Но даже бытовые плазморезы оказывают большую нагрузку на электропроводку, поскольку вместе со станком-плазморезом работает система охлаждения. Поэтому перед использованием устройства необходимо убедиться в том, что электрическая проводка находится в исправном состоянии, и может выдерживать большие нагрузки. Для этого существует специальное оборудование, подающее сигнал в случае перегрузки.
Деталировка агрегата
Рабочий орган аппарата имеет сложное внутреннее устройство. В отличие от кислородно-ацетиленового резака, в случае плазменной сварки, он получил особое название – плазмотрон.
Устройство плазматрона
В его корпусе находятся следующие узлы:
- сопло;
- электрод;
- изолятор;
- узел приема сжатого воздуха.
Возбудителем электрической дуги является электрод. Материалами его изготовления, чаще всего, являются гафний, цирконий и бериллий. Эти редкие металлы имеют свойство образовывать тугоплавкие оксидные пленки, которые защищают электрод от разрушения под воздействием высоких температур. Однако, по своим экологическим характеристикам, гафний превосходит другие металлы, ввиду меньшей радиоактивности и применяется чаще остальных.
Сопло плазменного резака выполняет функцию создания высокоскоростного потока плазмы. Геометрическая конфигурация сопла определяет скорость работы и мощность плазмореза, а также качество получаемой кромки реза. Последний параметр зависит от длины сопла.
Воздушный компрессор нужен для получения сжатого воздуха требуемого давления.
Устройство воздушного компрессора
Помимо этого, он применяется еще и для охлаждения рабочих элементов плазмореза.
Источник питания, плазмотрон, и воздушный компрессор соединяет между собой комплекс кабелей и шлангов.
В зависимости от типа контакта с разрезаемым материалом, плазморезы подразделяются на следующие виды: контактные и бесконтактные. Настроенный плазморез контактного типа дает возможность разрезать материалы толщиной до 18 мм.
Ручные плазморезы обладают малой мощностью. Они работают от сети переменного тока с напряжением 220 вольт. Мощные промышленные установки плазменной резки работают от трехфазной сети постоянного тока.
Плазменная резка металла
Схема
Как любая электроустановка, агрегат плазменной резки собирается согласно электросхемам.
Принципиальная
На этой схеме указаны все элементы установки независимо от их расположения. Основной целью этого чертежа является показать связи между деталями и упростить понимание работы установки.
На принципиальной схеме аппарата изображены следующие элементы:
- питающий трансформатор с выпрямителем;
- осциллятор;
- токовое реле;
- резистор, ограничивающий ток вспомогательной дуги;
- контактор, отключающий эту дугу;
- пускатель, включающий аппарат;
- кнопка включения реза;
- компрессор с аппаратурой управления.
Управления
В схеме управления показаны все кнопки и регуляторы, которые находятся на пульту или непосредственно на плазмотроне:
- кнопки включения компрессора;
- регулятор давления воздуха;
- при наличии охлаждающей жидкости кнопки и регуляторы ее потоком;
- амперметр;
- вольтметр;
- датчики протока воды и воздуха;
- кнопка управления резом (может находиться на рукоятке плазмотрона).
Информация! Все эти элементы изображены так же на принципиальной схеме.
Подключения
На схеме подключения указаны кабеля и шланги, соединяющие все элементы между собой. На ней указывается сечение и длина проводов, а также место подключения.
Особенности работы аппарата
При включении аппарата плазменной резки с трансформатора на плазмотрон поступает электрический ток высокого напряжения. Вследствие этого, образуется высокотемпературная электрическая дуга. Поток сжатого воздуха, проходя сквозь дугу, возрастает в объеме на один порядок и становится токопроводящим.
Ионизированный поток газа (плазма), за счет прохождения через сопло, увеличивает свои термодинамические характеристики: скорость возрастает до 800 м/с, а температура до 30 тыс. градусов Цельсия. Электропроводность плазмы сопоставима по значению с электропроводностью обрабатываемого металла.
Скорость резания обратно пропорциональна диаметру сопла плазменной горелки. Для формирования качественной плазменной дуги следует применять тангенциальную или воздушно-вихревую подачу сжатого воздуха.
Особенность режущей дуги состоит в том, что ее действие носит локальный характер: в процессе резания не происходит деформации или нарушения поверхностного слоя обрабатываемого изделия.
А что в обзоре плазморезов
На предприятиях различных отраслей используют:
- стационарные модели, среди них есть машины портального; шарнирного; консольного типа для резки металла при помощи плазмы;
- мобильные или переносные такого же предназначения (вертикальная плазменная резка), оборудованные системами ЧПУ.
Сегодня несложно сделать выбор плазменного станка, – есть много производителей, специализирующихся на изготовлении устройств подобного рода. Ассортимент представлен отечественными и зарубежными моделями. Назовем и кратко охарактеризуем хотя бы некоторые из них:
Установка PlasmaCut от российской компании Юнимаш ориентирована на то, чтобы ее применяли на предприятиях среднего и малого бизнеса. Источник плазмы Hypertherm – из числа наиболее технологичных, в наличии механизм FOCUT, осуществляющий контроль за высотой резака, мощные ШД. Управлять ним можно дистанционно, посредством USB и Ethernet, со стойки, на которой смонтирован пульт управления.
Станок IGNIS для плазменной резки с ЧПУ (Россия) представляет несколько модификаций – IGNIS 2500, 3000 и 6000 с разными габаритами, мощностью плазмообразующего источника и грузоподъемностью. Все они рассчитаны на применение при толщине металла 28 мм, имеют стабильный спрос и применимы в техническом оснащении небольших по масштабу работы мастерских, предприятий.
Powermax считается машиной уникальных свойств, способной выполнять плазменный раскрой изделий, различных по виду и форме.
PlasmaBox – отличный станок из серии многокоординатных, имеет четыре ШД, работающих с разными мощностями.
РВ 6000, РМ 3000, PS 2500 – агрегаты, выполняющие нарезку заготовок с разной длиной и толщиной.
Все эти высокопроизводительные станки пользуются системой ЧПУ фирмы AMN. В некоторых моделях для применения в промышленности, плазмотрон охлаждается принудительно под воздействием жидкости, у остальных охлаждение – естественное воздушное.
Следует также сказать, что слабое место станков с программным управлением – уязвимость для воздействия электромагнитного излучения. Это делает устройства с ЧПУ требовательными к способу поджига электрической дуги. Наиболее безопасный вариант – пневмоподжиг, иногда обозначаемый в названиях моделей аппаратов как PN. Главная особенность пневмоподжига – подвижный электрод, который в нужный момент придвигается к соплу. За счет уменьшения расстояния для возбуждения дуги не требуются высокочастотные импульсы и помехи на электронику минимизируются. Сегодня на рынке представлено не так много аппаратов с пневмоподжигом, например, он реализован в плазморезе Triton CUT 100 PN CNC.
Недостатки аппарата
Устройство плазмореза имеет свои особенности, поэтому аппарат имеет ряд негативных особенностей. Недостатком плазморезов считается высокая стоимость аппарата, сложная настройка и относительно невысокая толщина разрезаемого материала (до 22 см), в сравнении с кислородными резаками (до 50 см).
Ручной плазморез находит свое применение в небольших мастерских по производству сложных и нестандартных деталей. Особенностью работы ручного плазмореза, является высокая зависимость качества реза от квалификации резчика.
По той причине, что оператор плазменной резки держит плазмотрон на весу, производительность процесса резания металла невысокая. Для большего соответствия требуемым геометрическим характеристикам, для ведения рабочего органа плазмореза применяется специальный упор. Этот упор фиксирует сопло к поверхности заготовки на определенном расстоянии, что облегчает процесс резки.
Стоимость ручного плазмореза находится в прямой зависимости от его функциональных характеристик: максимального напряжения и толщины обрабатываемого материала.
Как устроен плазморез
- источник питания;
- воздушный компрессор;
- плазменный резак или плазмотрон;
- кабель-шланговый пакет.
Источник питания для аппарата плазменной резки осуществляет подачу на плазмотрон определенной силы тока. Представляет собой инвертор или трансформатор.
Трансформаторы гораздо увесистее, тратят много энергии, но при этом имеют меньшую чувствительность к перепадам напряжения, и с их помощью разрезают заготовки большой толщины.
Плазменный резак считается главным элементом плазмореза. Его основными элементами являются:
- сопло;
- охладитель/изолятор;
- канал, необходимый для подачи сжатого воздуха;
- электрод.
Компрессор требуется для подачи воздуха. Принцип работы плазменной резки предусматривает применение защитных и плазмообразующих газов. Для аппаратов, которые рассчитаны на силу тока до 200 А, применяется только сжатый воздух как для охлаждения, так и для создания плазмы. Они способны разрезать заготовки толщиной в 50 мм.
Кабель-шланговый пакет используется для соединения компрессора, источника питания и плазмотрона. По электрическому кабелю от инвертора или трансформатора начинает поступать ток для возбуждения электрической дуги, а по шлангу осуществляется подача сжатого воздуха, который требуется для возникновения внутри плазмотрона плазмы.
Принцип работы
После того как возникла дежурная дуга, в камеру начинает поступать сжатый воздух. Вырываясь из патрубка, он проходит через электрическую дугу, нагревается, при этом увеличиваясь в объеме в 50 или 100 раз. Кроме того, воздух начинает ионизироваться и перестает быть диэлектриком, приобретая свойства проводить ток.
Сопло плазмотрона, суженное книзу, обжимает воздух, создавая из него поток, которое начинает вырываться оттуда со скоростью 2 – 3 м/с. В этом момент температура воздуха часто достигает 30 тыс. градусов. Именно такой раскаленный ионизированный воздух и является плазмой.
В то время, когда плазма начинает вырываться из сопла, происходит ее соприкосновение с поверхностью обрабатываемого металла, дежурная дуга в этот момент гаснет, а зажигается режущая. Она начинает разогревать заготовку в месте реза. Металл в результате этого плавится и появляется рез. На поверхности разрезаемого металла образуются небольшие частички расплавленного металла, сдуваемые с нее потоком воздуха. Таким образом осуществляется работа плазмотрона.
Преимущества плазменной резки
Работы по резке металла часто осуществляются на стройплощадке, в мастерской или цеху. Можно использовать для этого автоген, но не всех это устраивает. Если объем работ, связанный с резкой металла, слишком большой, а требования, предъявляемые к качеству реза, очень высоки, то следует подумать о том, чтобы использовать плазменный резак, имеющим следующие достоинства:
- Если мощность подобрана правильно, то аппарат плазменной резки позволяет в 10 раз повысить производительность. Такой параметр позволяет плазморезу уступить только промышленной лазерной установке, однако, он значительно выигрывает в себестоимости. Целесообразно с экономической точки зрения применять пламенную резку для металла, имеющего толщину до 50 – 60 мм.
-
Универсальность. С помощью плазменной резки обрабатываются чугун, медь, сталь, алюминий и прочий металл. Необходимо просто выбрать оптимальную мощность и выставить конкретное давление воздуха.
- Высокое качество реза. Аппараты плазменной резки способны обеспечить минимальную ширину реза и кромки без перекаливания, наплывов и грата практически без дополнительной обработки. Кроме того, достаточно важен такой момент, что зона нагрева материала в несколько раз меньше, чем при использовании автогена. А так как термическое воздействие минимально на участке реза, то и деформация от этого вырезанных деталей будет незначительной, даже если они имеют небольшую толщину.
- Не происходит существенного загрязнения окружающей среды. С экономической точки зрения, если имеются большие объемы работ, то плазменная резка гораздо выгоднее кислородной или механической. Во всех остальных случаях учитывают не материалы, а трудоемкость использования.
Недостатки плазменной резки
Недостатки в работе плазменной резки тоже имеются. Первый из них – максимально допустимая толщина реза довольно небольшая, и у самых мощных агрегатов она редко бывает больше 80 – 100 мм.
не должен быть больше 10 – 50 градусов
Кроме того, рабочее оборудование довольно сложное, что делает совершенно невозможным использование двух резаков одновременно, которые подключаются к одному аппарату.
Linkoln electric Tomahawk 1538
Данный аппарат легко подходит для резания различных металлических изделий из черных и цветных сплавов, высокоуглеродистых и легированных сталей. С помощью наличия угольного электрода появилась возможность для воздушно-дуговой строжки.
Агрегат, как правило, должен подключаться к сети 220 В.Он полностью поддерживает все российские и европейские стандарты, а изготовитель предоставляет гарантию на устройство периодом 36 месяцев.
Отличительной чертой данной модели является создание мощного узконаправленного завихрения плазмы. При минимальном нагреве металлического изделия и полного отсутствия каких-либо деформаций есть возможность избежать дальнейшие слесарные обработки поверхности.
Linkoln electric Tomahawk 1538
Достоинства:
- Отличное качество резания;
- Долговременная служба режущего сопла;
- Новейший метод поджога факела;
- Замечательная система охлаждения воздухом.
Недостатки:
- Слишком высокая стоимость устройства;
- Большие габариты аппарата.
Технические характеристики
| Параметры | Характеристики |
|---|---|
| Напряжение сети | 380 В |
| Ток резания | 100 А |
| Габариты | 460х300х650 |
| Вес | 36 кг |
| Цена | 140 000 рублей |
Современный арсенал плазменных резаков имеет внушительный список представителей, как в ценовом сегменте, так и в технических характеристиках. В данной статье был предоставлен подробный разбор имеющихся аппаратов, которые подойдут и для мелких монтажных мастерских, и для серьезных предприятий.
Преимущества метода плазменной резки
Плюсы этих устройств нужно хорошо знать, равно как и минусы, без которых не обходится ни одно техническое приспособление.
Прежде всего помним, что скромные бытовые задачи по резке металла вполне можно реализовать с помощью обычной болгарки и не заморачиваться с дорогим и непростым плазменным оборудованием.
Плазменный резак обладает следующими положительными свойствам:
Высокая скорость рабочего процесса. Если сравнить ее с газовой горелкой, то скорость резки выше в шесть раз. Быстрее в природе только лазерная резка.
Большая толщина металла, который он способен резать в отличие от болгарки.
Плазменному резаку под силу любой тип металла
Для этого важно знать и верно выставлять необходимые режимы согласно спецификациям.
Непродолжительные и несложные подготовительные работы. Не нужна зачистка поверхностей.
Уникальная точность и ровность среза
Нет никаких наплывов, не нужны специальные упоры.
Отсутствие каких-либо дефектов и деформаций металла благодаря невысокой температуре общего нагрева.
Способность аппарата производить срезы любой формы, включая фигурные.
Высокая безопасность процесса: нет баллонов с газом.
Чертеж устройства плазменного резака.
Недостатки плазменного резака:
- Высокая стоимость аппарата.
- Нет возможности резки одновременно несколькими резаками.
- Строгие требования к положению инструмента: плазма должна быть строго перпендикулярной поверхности заготовки. Сегодня выпускаются продвинутые аппараты, способные работать под углом от 20-ти до 50-ти градусов, но они еще дороже.
- Ограничение толщины разрезаемого металла – примерно до 10-ти с. В сравнении кислородная горелка режет металл толщиной в полметра.
При всех, казалось бы, значительных минусах плазморезы очень популярны. В небольших мастерских работают ручными моделями, которых предлагается на рынке огромное множество. Сегодня плазменная резка перестала быть недоступным элитарным методом работы.
Физика процесса плазменной резки
Чтобы аппарат плазменной резки работал, нужны всего лишь воздух и электрическая энергия. На режущую часть аппарата подается ток с высокой частотой. В результате в плазмотроне формируется дуга с очень высокой температурой: около 8000°С.
Разновидности плазменных резаков.
Туда же, в плазмотрон, поступает и проходит через раскаленную дугу воздух в сжатом состоянии, который впоследствии ионизируется. В результате этот воздух становится отличным проводником тока, он становится той самой плазмой.
Плазма под большим давлением выходит из сопла и разогревает металлическую деталь до начала плавления. Расплавленный металл частицами выдувается воздухом, выходящим из сопла под большим давлением. Это и есть та самая резка металла.
Скорость потока плазмы зависит от расхода воздуха: если его увеличить, скорость потока плазмы повысится. При силе переменного тока в 250 А скорость плазменного потока составляет примерно 800 м/сек.
Устройство плазмотрона
Устройство плазмотрона для резки металла представлено следующими конструктивными элементами:
- Электрод/катод со вставкой из циркония или гафния – металлов с высокой термоэлектронной эмиссией
- Сопло для плазмотрона, обычно изолированное от катода
- Механизм для закручивания плазмообразующего газа
Сопла и катоды – это основные расходные материалы плазмотронов. При толщине обрабатываемого металла до 10 мм одного комплекта расходных материалов бывает достаточно для одной рабочей смены – восьми часов работы. Сопла и катоды плазмотронов, как правило, изнашиваются с одинаковой интенсивностью, поэтому их замену можно организовать одновременно.
Несвоевременная замена расходников может оказать большое влияние на качество реза: например, при нарушении геометрии сопла может возникнуть эффект косого реза, или на поверхности реза будут возникать волны. Износ катода выражается в постепенном выгорании гафниевой вставки, выработка которой в объёме более 2 мм способствует пригоранию катода и перегреванию плазмотрона. Таким образом, несвоевременная замена изношенных расходных материалов влечёт за собой более скорый износ и остальных комплектующих плазмотронов.
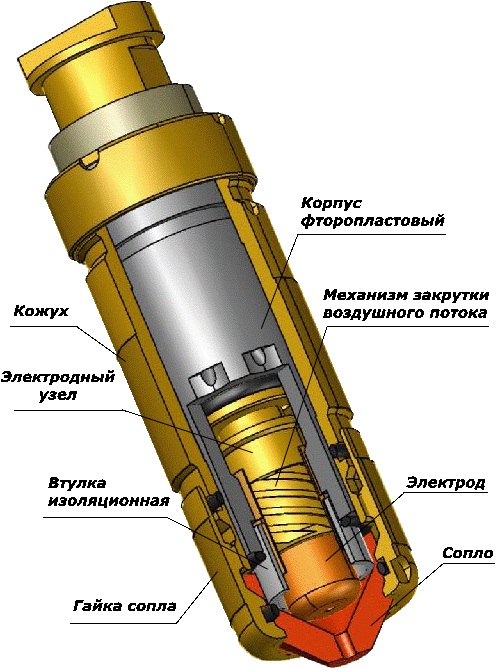
Для защиты плазмотрона от брызг расплавленного металла и металлической пыли в процессе работы, на него надевают специальный кожух, который необходимо время от времени снимать и очищать от загрязнений. Отказ от использования защитного кожуха приводит к риску негативного влияния вышеуказанных загрязнений на качество работы плазмотрона и даже к его поломке. Кроме очистки кожуха, время от времени стоит чистить и сам плазмотрон.
Узнать больше о технологии плазменной резки вы сможете, посмотрев следующее видео:
Преимущества и недостатки агрегатов
Чтобы понять, какой плазморез лучше, нужно знать преимущества и недостатки приборов. К преимуществам относятся:
- кроме обычного металла, можно резать алюминий, нержавейку или чугун;
- не требуется подготовки поверхности. Допускается присутствие ржавчины и краски;
- срез получается ровный без окалины;
- даже при небольшой толщине заготовки отсутствует тепловая деформация поверхности;
- безопасность в эксплуатации;
- возможность формирования сложных резов.
Однако при всех достоинствах у плазмореза есть и недостатки. К ним относятся:
- ограничение по толщине реза. Максимальная величина составляет 100 мм;
- заготовка должна располагаться четко перпендикулярно резу;
- нельзя работать двумя резаками, подключенными к одному аппарату.
Советы и нюансы
Еще одной отличительной положительно характеристикой метода является то, что во время процесса происходит нагрев лишь небольшого локального участка. Да и остывает этот участок намного быстрее, чем при лазерной или механической резке.
Охлаждение необходимо только для двух составных элементов – катода и сопла, как самых нагруженных. Это без проблем производится с помощью рабочей жидкости.
Плазменная дуга и струя.Дуга
Лишняя влага впитывается специальным материалом, который находится в резервуаре камеры плазмотрона.
Правила безопасности при данном методе имеют строжайший характер, потому что все аппараты плазменной резки могут быть очень травматичными для мастера. Особенно это касается моделей с ручным управлением.
Все будет в порядке, если вы будете соблюдать рекомендации по защитной амуниции мастера: щиток, затемнённые очки, защитные ботинки и т.д. В этом случае вы сможете уберечься от главных факторов риска данного метода – капель расплавленного металла, высокого напряжения и раскаленного воздуха.
Еще один совет по безопасности – ни в коем случае не стучать резаком по металлу для удаления металлических брызг, как это делают некоторые мастера. Вы рискуете повредить аппарат, но главное – поймать кусочки расплавленного металла, например, лицом или другой незащищенной частью тела. Лучше поберечь себя.
Экономия расходных материалов занимает не последнее место в эффективной резке. Для этого зажигаем электрическую дугу не слишком часто, а точно и в срок, чтобы не обрывать ее без надобности.
Экономия ресурсов также распространяется на силу и мощность тока. Если рассчитать его правильно, вы получите не только экономию, но и отличный срез без заусениц, окалины и деформации металла.
Для этого следует работать по следующей схеме: сначала подать ток высокой мощности, сделать пару – тройку разрезов с его помощью. Если сила и мощность тока великоваты, на металле сразу же будет образовываться окалина из-за значительного перегрева.
После осмотра срезов будет ясно, оставить ток на этом уровне или изменить его. Иными словами, работаем экспериментально – малыми пробами.
Где применяются плазморезы?
Плазменная резка и сварка являются незаменимыми способом обработки металла, когда дело касается работы с высоколегированными сталями. Поскольку такие материалы применяются в огромном числе отраслей промышленности, то применение плазморезов получает все большее развитие.
Наибольшее распространение плазменная сварка получила в изготовлении различных металлоконструкций. Плазменная резка металла также широко применяется в тяжелом машиностроении и при прокладке трубопроводов.
Прокладка трубопроводов
На крупных машиностроительных заводах получили распространение автоматизированные линии плазморезов.
Плазморезом следует производить резку абсолютно любых материалов по своему происхождению: как токопроводящих, так и диэлектрических.
Технология плазменной резки дает возможность резки стальных листовых деталей, особенно сложных конфигураций. Сверхвысокая температура пламени горелки позволяет резать жаропрочные сплавы, в состав которых входит никель, молибден и титан. Температура плавления этих металлов превышает 3 тыс. градусов Цельсия.
Плазморез является дорогостоящим профессиональным инструментом, поэтому практически не встречается в личном подсобном хозяйстве. Для единичных работ, в независимости от их сложности, мастера могут обойтись доступными инструментами для резки металла, например, электрической болгаркой.
Устройство болгарки
Там же, где стоят задачи резки высоколегированных сплавов в промышленных масштабах, аппараты плазменной резки являются незаменимыми помощниками. Высокая точность реза, работа с любым материалом – достоинства плазморезов.
Ручная плазменная резка применяется в отраслях, где требуется изготавливать листовые детали сложных геометрических контуров. Примерами таких отраслей является ювелирная промышленность и приборостроение.
Плазморезы являются безальтернативным инструментом получения деталей сложного контура, особенно из тонколистовой стали. Там, где листовая штамповка не справляется с задачей получения изделий из очень тонкого листового проката, на помощь технологам приходит плазменная резка.
Не обходится без плазморезов и проведение сложных монтажных работ по установке металлоконструкций. При этом отпадает необходимость использовать кислородный и ацетиленовый баллоны, это повышает безопасность процесса резания металла. Этот технологический фактор облегчает проведение работ по резке металла на высоте.
Резка металла в высоте облегчает множество процессов









